MITEX 2026 596x90






 Резка металлов бывает востребована во множестве разных случаев: при заготовке материала, подгонке элементов, прорезании отверстий, художественных работах. Причём чем толще материал, тем сложнее эта задача и тем меньше типов инструментов могут использоваться для этой цели. Чаще всего для ручной резки применяются УШМ или газорежущее оборудование. Но у каждого из вариантов есть свои недостатки.
Резка металлов бывает востребована во множестве разных случаев: при заготовке материала, подгонке элементов, прорезании отверстий, художественных работах. Причём чем толще материал, тем сложнее эта задача и тем меньше типов инструментов могут использоваться для этой цели. Чаще всего для ручной резки применяются УШМ или газорежущее оборудование. Но у каждого из вариантов есть свои недостатки.
УШМ эффективны для толщин металла не более нескольких миллиметров, не слишком удобны для фигурной резки и область работы у них ограничена: при работе с пространственными конструкциями «подлезть» удаётся далеко не везде. К тому же резка с помощью УШМ приводит к образованию мусора — смеси опилок и абразива. Да и диски для УШМ при интенсивных работах расходуются довольно быстро.
У газовой резки — другой недостаток. Сама по себе она универсальна, пригодна для быстрой и эффективной резки заготовок буквально любой толщины, но имеет существенный «минус». Для работы требуются баллоны с газом — как минимум с кислородом, а заодно с пропаном или ацетиленом. Как вариант, вместо баллона с ацетиленом можно использовать ацетиленовый генератор, но без баллонов с кислородом не обойтись. Кислород при резке расходуется весьма интенсивно. Перезаправка в принципе стоит недорого, но для неё необходимо обеспечивать транспортировку баллонов — на заправку и обратно. К тому же использование баллонов под давлением подразумевает организацию мест для их хранения, обучение персонала и ответственных лиц. Суммарно всё это выливается в весьма серьёзные затраты.
Альтернатива этим видам резки — резка плазменная. Для неё существуют специальные аппараты плазменной резки, которым для работы необходимы только электричество и сжатый воздух от компрессора. К «расходке» при плазменной резке относятся разве что две установленные в горелке детали — электрод и сопло. Со временем при работе они «выгорают» и требуют периодической замены. Но «расходкой» их можно считать только с некоторой натяжкой: и электрода, и сопла достаточно для продолжительного времени работы.
В общем, организовать рабочее место в условиях производства или даже на выезде нетрудно, а по возможностям плазменная резка оказывается сопоставимой с газовой.
На этом тесте мы испытывали два аппарата для воздушно-плазменной резки, предлагаемых компанией ESAB, — модели Cutmaster 40 и Cutmaster 60i. Цифра в названии обозначает максимальный ток резки. Аппараты предназначены для решения широкого круга задач на производстве при изготовлении металлоконструкций, при авторемонте. Это не единственные машины такого типа у ESAB — в линейке есть модели с максимальным током от 35 до 200 А, а для машинной резки и до 800 А.
Тестирование проводилось в Технологическом центре компании ESAB в подмосковном Красногорске.

 ESAB Cutmaster 40
ESAB Cutmaster 40
Аппарат воздушно-плазменной резки
 ESAB Cutmaster 60i
ESAB Cutmaster 60i
Аппарат воздушно-плазменной резки
ВИДЕО

Оба аппарата выполнены в высокопрочных корпусах «промышленного класса» (по классификации производителя) оригинальной формы, с одной продольной и двумя поперечными рукоятками — для удобства переноски одному или вдвоём.
Описание машин начнём с их задних панелей (1), (2). На них находятся вводы сетевых кабелей, основные выключатели и штуцеры для подключения шланга от источника сжатого воздуха (компрессора или газового баллона).


Небольшое отступление. Сжатый воздух, выходящий из компрессора, содержит в себе мелкие частицы воды, а также масла и продуктов износа. При работе с ответственным оборудованием в пневмосистему включают устройства для очистки воздуха от этих «примесей», чаще всего — фильтры-влагомаслоотделители. Допустимый размер твёрдых частиц в воздухе у обоих аппаратов — не более 5 микрон.
У модели ESAB Cutmaster 60i такой фильтр входит в комплект и располагается прямо на корпусе. Кроме этого, в центре задней панели у этой модели находится прикрытый заглушкой разъём «для входного кабеля интерфейса автоматики». Он нужен при эксплуатации аппарата в механизированном или автоматизированном режимах, для работ «вручную» не используется.
Переходим к передним панелям. На них расположены органы управления и контроля, а также выводы для кабелей. Гнездо и наконечник для обратного кабеля («массы») конструктивно такие же, как у обычных сварочных аппаратов. Гнездо для подключения резака, разумеется, гораздо сложнее (3). На этих аппаратах задействованы промышленные плазменные горелки Thermal Dynamics (этот бренд также принадлежит ESAB) SL60 1Torch и SL60QD 1Torch с разъёмом ATC (аналогичные разъёмы есть и на более сложных машинах для автоматической резки). Такие резаки имеют множество разновидностей исполнения, могут различаться длиной кабеля и углом наклона сопла относительно рукоятки. И кабель «массы», и резаки для ручной резки входят в комплект поставки, в качестве аксессуаров предлагаются и другие их виды, причём ESAB Cutmaster 60i поддерживает и механизированную, и автоматическую резку (при использовании соответствующих резаков).


Разбираем горелку (4). Инструмент для этой процедуры не требуется, все детали при необходимости легко снять и заменить. Сменных деталей в горелке две — электрод и сопло (на фото они внизу). Пусковая клавиша на головке горелки снабжена блокировкой от случайного нажатия. При сборке в головку «до щелчка» вставляют электрод, ставят цилиндрический пусковой картридж и сопло, затем на головку навинчивают защитный колпак. Существуют также разновидности колпаков с дополнительными наконечниками на них.
Внутри горелки поток воздуха от компрессора разделяется надвое. Часть воздуха направляется на разрезаемую заготовку через отверстие в сопле горелки. Сначала возбуждается пилотная дуга, а потом, при касании пилотной дугой разрезаемого металла, образуется режущая дуга. Существует несколько способов возбуждения пилотной дуги в системах плазменной резки, в основном это пневмоконтактный способ либо способ с высокочастотным разрядом. В случае испытываемых аппаратов дуга возбуждается пневмоконтактным способом за счёт работы стартового картриджа и напряжения холостого хода источника тока системы резки. Данный способ очень надёжен и безопасен для другого оборудования в мастерской или цеху в отличие от высокочастотного способа поджига.
При ионизации частиц воздуха за счёт короткого замыкания в стартовом картридже образуется электрическая дуга между электродом и соплом, которая выдувается из сопла наружу. Эту дугу принято называть плазмой, хотя на самом деле это обычный столб дуги, как при электродуговой сварке, только дополнительно обжатый в выходном отверстии сопла, имеющем малый диаметр для повышения её температуры и уменьшения пятна нагрева заготовки. Пилотной дугой касаются заготовки, и система переходит на режущую дугу, которая горит уже между электродом и разрезаемым металлом, расплавляя и выдувая его.
Другая часть воздуха проходит между наконечником и соплом, окружая плазменную дугу, — её называют «защитным газом».
Горелка оснащена цепью, называемой «детали на месте». Когда защитное сопло установлено правильно, оно замыкает выключатель. При разомкнутом выключателе аппараты работать не будут, на их дисплеях отобразится указание кода ошибки: «PIP» у модели Cutmaster 40, «E004» у Cutmaster 60i (5), (6). «Свои» коды ошибок указываются и в случае недостаточного давления подводимого сжатого воздуха, и для других ситуаций, «когда что-то не так», что даёт работающему возможность быстро найти проблему, исправить её и вернуться к работе.


Теперь рассмотрим передние панели. У ESAB Cutmaster 40 всё просто: одна поворотная рукоятка, дисплей для установки и контроля тока и указания ошибок и несколько индикаторов на правой стороне панели (7). Сверху вниз: индикатор входного (переменного) напряжения, выходного (постоянного) тока, низкого давления подводимого воздуха и перегрева.
Панель на ESAB Cutmaster 60i гораздо интереснее (8). Кроме цифрового индикатора, здесь две ручки для настройки и множество светодиодных индикаторов. Причём «настроечные» ручки не только поворачиваются, но и нажимаются.


Поворотом верхней ручки настраивают сварочный ток, нажатием устанавливают режим работы, в частности режимы резки и строжки (о них позже). Указатель выбранного режима — «полоска» из светодиодов в левой нижней части панели.
Нижняя ручка служит для установки различных «тонких настроек». Поворачивая её, подбирают давление воздуха, подводимого к горелке, — «низкое», «оптимальное» или «высокое». Указатель выбранного давления — «полукруглая полоска» из светодиодов вокруг индикатора в форме газового баллона. Этот индикатор горит при достаточном давлении подводимого газа, при отсутствии или низком давлении — мигает. Нажатие нижней ручки требуется редко. Им предварительно устанавливают параметры подключённого к аппарату резака — его тип (модель) и длину. Эти индикаторы расположены по центру панели. Пиктограмма «горелка» там же, в центре — это три раздельных индикатора, показывающих также наличие защитного наконечника на горелке и наличие достаточного для работы давления воздуха в системе. Прочие, одиночные, индикаторы — «переменное (входное) и постоянное (выходное) напряжение», «ошибка», «перегрев», «неисправность расходников — сопла и электрода горелки». Последний индикатор горит в том случае, если их нужно поменять.
В общем, панель весьма информативна и, что имеет значение при профессиональном использовании, хорошо читается даже с расстояния в несколько метров.
Также отметим, что оба аппарата адаптированы для работы с портативными мини-электростанциями. Рекомендуемая мощность генераторов (при работе на максимальном токе) — 8,0 кВА для Cutmaster 40 и 15 кВА для Cutmaster 60i. При меньшей мощности генератора работать тоже можно, но для этого необходимо уменьшить выходной ток.
Перед работой
Для работ по плазменной резке в Технологическом центре компании ESAB предусмотрен специальный стол. Рабочая поверхность стола образована вертикально расположенными сменными стальными пластинами, которые обеспечивают электрический контакт с заготовками, но при этом не слишком «изнашиваются» от плазменной дуги.
Подготовка самих аппаратов мало чем отличается от подготовки любых сварочных инверторов. К выводам спереди подключают кабель «массы» и кабель плазменного резака с горелкой. Зажим «массы» крепят на столе (или непосредственно к заготовке). К воздушному штуцеру присоединяют шланг для подачи воздуха от компрессора, сами аппараты, разумеется, подключают к электросети. После включения устанавливают необходимый ток резки. Для обычной резки этого достаточно.
Для запуска процесса резки нужно нажать клавишу на горелке. При этом между электродом и наконечником внутри горелки возникает вспомогательная, или «пилотная», дуга. Затем горелку подносят к разрезаемой детали, при этом образуется основная дуга. Она же — плазменная дуга, то есть ионизированный газ, которым, собственно, и производится резка. По окончании процесса резки или срыве дуги раздаётся характерный хлопок. После отпускания клавиши горелки подача воздуха через неё продолжается в течение ещё нескольких секунд — для охлаждения элементов горелки. Кроме резки «от края до края», плазморез можно использовать и для прожигания («пробивки») сквозных отверстий.
В процессе работы расстояние между соплом горелки и разрезаемой деталью должно составлять несколько (рекомендуемое значение 3–6) миллиметров. Касаться детали соплом не следует — от таких касаний оно быстро выходит из строя. Хотя у аппаратов есть возможность резки и непосредственно с опорой сопла на металл, но этот приём обычно применяется для резки тонкой нержавеющей стали и там, где нужно получить высококачественный рез без цветов побежалости. Также нежелательно длительное время удерживать «дежурную» дугу, это приводит к износу электрода и наконечника. В общем, правила тут похожи на те, которые применяются и для других видов сварочного оборудования.
Средства защиты при работе — обычный «комплект одежды для сварки»: куртка, рукавицы, маска.
Результаты испытаний
Для тестирования возможностей аппаратов мы использовали стальные заготовки различной толщины — в основном 1, 10, 20 и 45 мм, швеллер 20 (ширина 200 мм), круглый пруток диаметром 40 мм, а также алюминиевую плиту толщиной 35 мм. А ещё — стальной рельс, двухметровый «кусочек» которого нашёлся «в запасах» в Технологическом центре ESAB.
Сразу отметим, все работы проводились на максимальных токах. «Подгонять» ток под толщину заготовки есть смысл, когда речь идёт о длительной работе с материалами одинаковой толщины. Но на качество и скорость резки тонких деталей это влияет очень слабо. Тем более, что толщины некоторых использованных нами заготовок превышали «паспортные» возможности аппаратов.
Разумеется, аппараты различаются мощностью, а значит, и производительностью. Но при выполнении «разовых» резок оценить разницу можно не во всех случаях.
Для начала приведём «паспортные» значения производительности аппаратов. Рекомендуемая скорость резки для ESAB Cutmaster 40 при резке стали толщиной 2 мм — 6985 мм/мин, 6 мм — 762 мм/мин, 13 мм — 254 мм/мин.
У ESAB Cutmaster 60i эти значения выше. Рекомендуемая скорость резки при толщине листа 6 мм — 2030 мм/мин, 13 мм — 660 мм/мин, 38 мм — 110 мм/мин.
Оценить фактическую скорость при работе с тонкими заготовками трудно: толщины до нескольких миллиметров оба плазмореза просто «не замечают», вполне достаточно вести горелку над заготовкой, не касаясь её. В этом режиме даже особый контроль реза не требуется. Какая-то разница в производительности начинает ощущаться только на толщинах в 10 миллиметров и более. Здесь приходится уже более тщательно контролировать процесс, следя за скоростью перемещения.
Далее — немного цифр и фотографий.
Фото (9) и (10). Фигурная резка листа толщиной 1 мм. Аппарат — ESAB Cutmaster 40. Взяли лист, нарисовали на нём маркером «завитушку» и добавили «восклицательный знак». Затем заменили маркер на горелку. Скорость работы маркером и горелкой оказалась едва ли не одинаковой. Замерять её было бессмысленно, но эти фотографии показывают возможности аппарата по фигурной резке.
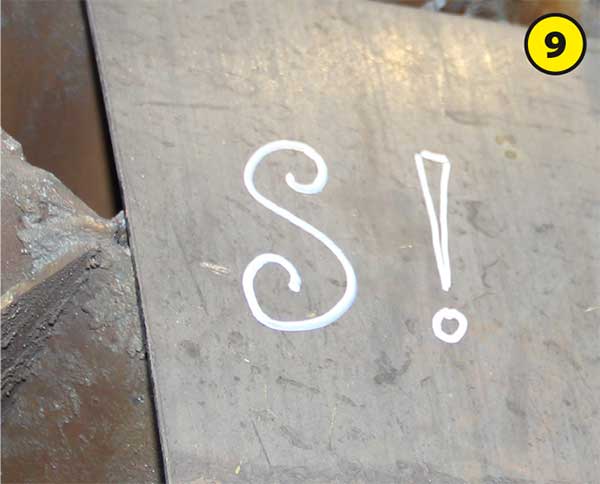

Фото (11). Швеллер 20 (ширина — 200 мм, толщина — около 6 мм). Для такой резки обоим аппаратам понадобилось примерно по 15 секунд — по пять секунд на сторону, без учёта времени на переворачивание. Более мощный плазморез, конечно, работает немного быстрее, но «ловить секунды» тут бессмысленно.
Зато при подготовке этого швеллера, то есть его покупке, у нас была возможность засечь время на его резку другими инструментами. Резка с помощью УШМ с диском 230 мм занимает от 80 до 110 секунд, резка газом — полторы минуты. Следовательно, с задачами подобного типа плазморезы справляются в разы быстрее.
С резкой металла толщиной 20 мм и шириной 75 мм ESAB Cutmaster 40 справился примерно за минуту, ESAB Cutmaster 60i — за 30 секунд. Тут стоит обратить внимание на то, что для ESAB Cutmaster 40 толщина в 20 мм уже близка к максимально заявленной.
Далее мы перешли к резке «старшим» из аппаратов — ESAB Cutmaster 60i.
Резка стального прутка 40 мм заняла 45 секунд. Эта работа требует известной квалификации: в процессе работы толщина прорезаемого металла изменяется и работающему необходимо корректировать скорость и направление перемещения горелки.
Фото (12). Стальная плита толщиной 45 мм, шириной — 80 мм. С этой задачей аппарат справился за 75 секунд. Эта толщина превышает максимальную заявленную — у этой модели плазмореза она составляет 38 мм.



Фото (13) — получившийся «обрезок», что называется, «ещё тёплый». По этой фотографии удобно оценить качество резки, причём при разных толщинах заготовки. При обычной толщине на срезе видны параллельные «полоски», оставляемые плазменной дугой. Это нормальное явление: при увеличении толщины или скорости реза дуга начинает «загибаться» и на нижней стороне заготовки образуются наплывы.
Вообще говоря, такие наплывы и окалина могут образовываться и на верхней, и на нижней кромке реза. Различают несколько видов окалины. «Верхняя окалина» появляется на верхней кромке реза, может указывать на слишком большое расстояние между горелкой и заготовкой, легко соскребается или даже стирается перчаткой. «Медленная окалина» обычно присутствует на нижней кромке плиты, удаляется тоже довольно легко. «Быстрая окалина» обычно образует узкий валик вдоль нижней кромки реза, удаляется с трудом, её появление указывает на слишком высокую скорость резания или, как в нашем случае, на слишком большую толщину заготовки, превышающую возможности аппарата.
Фото (14). Алюминиевая плита толщиной 35 мм, длина реза — 210 мм. Её резка заняла 145 секунд: алюминий — металл теплоёмкий и режется медленнее. И качество резки меняется, «параллельных линий» на срезе нет, на нижней кромке образуются наплывы (15).


И последняя задача по резке — рельс. Его высота — 152 мм, ширина головки — 72 мм, ширина подошвы — 132 мм. Тем интереснее: рельс в процессе резания надо время от времени поворачивать, а горелку вести так, чтобы толщина резания была по возможности минимальной. Фотография самого процесса резки представлена в начале статьи. Фото (16) сделано в момент перерыва на переворачивание рельса на столе. Фото (17) — итог. Весь процесс вместе с перерывами на переворачивание занял около шести минут. Габаритная и мощная УШМ или подходящий газовый резак справились бы с такой работой немного быстрее. Но, собственно, ESAB Cutmaster 60i и не рассчитан на такие «подвиги»: толщина металла в некоторых частях рельса заведомо превышала возможности аппарата, и постоянное корректирование положения горелки тоже уменьшало скорость. Впрочем, нам достаточно было убедиться, что такая работа возможна в принципе.


Строжка
Это отдельный режим, при котором горелку держат под углом к поверхности заготовки и «сдувают» верхний слой металла, оставляя нижние в неприкосновенности. Строжка может использоваться для подготовки поверхностей под сварку, обработки сварных швов, удаления поверхностных трещин, неровностей и других дефектов.
У ESAB Cutmaster 60i строжка — режим, который настраивается с помощью панели управления. Кроме этого, необходимо установить в горелку сопло, предназначенное для этого режима. Оно отличается увеличенным диаметром выходного отверстия. На фото (18) справа находится сопло для строжки, слева — для резки.
Строжку можно использовать и для художественной обработки металла — вплоть до «рисования картин». Конечно, при наличии соответствующих навыков: и художественных, и навыков обращения с аппаратом. Здесь уже есть резон экспериментировать с «тонкими настройками» плазмореза — сварочным током и давлением воздуха. Простой пример того, как строжка выглядит на ровной поверхности, — на фото (19).


Строжка возможна и с помощью ESAB Cutmaster 40, но на нём установка этого режима «на панели» не предусмотрена — достаточно заменить наконечник.
Подводя итоги, можно сказать следующее. Использование плазмореза для резки металлов в допускаемом диапазоне толщин оказывается проще, быстрее и экономичнее, чем применение УШМ или газового резака. К тому же плазморезы годятся не только для обычной резки, но и для художественных работ — резке по кривой, прорезании отверстий любой формы, строжке. При правильно подобранных параметрах (а подобрать их опытным путём несложно) заготовки почти не требуют дальнейшей механической обработки. Максимум, что понадобится, — стереть или соскрести окалину. В общем, плазмотрону найдётся применение не только на производстве, но и при ремонте, и в условиях художественной мастерской.
Тест провели Андрей Зайцев и Максим Грибоедов
Август 2021 года











