Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






Закрытое акционерное общество «Красный Октябрь – Нева» (далее — ЗАО «КО — Нева») — ведущий российский производитель мотоблоков и мотокультиваторов под собственным брендом «Мототехника Нева», официальный сайт: www.motoblok.ru. О популярности среди потребителей очень красноречиво говорит следующий факт: сотрудники редакции лично видели технику «Нева» в магазине при заводе другого российского производителя. То есть прямой конкурент ЗАО «КО — Нева» в собственном магазине продаёт не только свою продукцию, но также и продукцию конкурентов. Вот уж действительно, спрос рождает предложение!
⇒ ЧИТАЙТЕ ТАКЖЕ
Интервью генерального директора ЗАО «Красный Октябрь — Нева» Дмитрия Горькова о российском производстве мотоблоков
Мотоблоки «Нева» выпускаются с 1986 года на заводе СПб ОАО «Красный Октябрь» в Санкт-Петербурге, этим с 2002 года занимается дочернее предприятие завода – ЗАО «КО — Нева». Обратная сторона популярности – большое количество подделок, причём иногда встречаются образцы под названиями, сходными с оригиналом, как говорят юристы, «до степени смешения». Мотоблоки и культиваторы – пожалуй, единственная разновидность садовой техники, которая выпускается у нас давно, выпускается до сих пор и очень успешно конкурирует с импортом. Мы полностью потеряли собственное производство бензопил, даже не пытались освоить выпуск бензокос (сборочные линии считать не будем) или газонных тракторов. Но в мотоблоках и навесном оборудовании к ним сильны до сих пор. Казалось бы, вот повод гордиться – всё-таки достижение.

Но представьте – приходите вы в магазин купить российскую технику и видите там китайскую «реплику» (по сути, подделку). Но вам говорят, что то, что вы привыкли считать оригиналом, тоже сделано в Китае. И здесь возникает странная коллизия: оказывается, этому верят. С одной стороны, трудно не поверить, когда видишь массу примеров переноса производства в Китай из куда более благополучных стран: Австрии, Германии, Италии и т.д. С другой – ну почему бы не включить критическое мышление и не попытаться проверить, насколько эти заявления соответствуют действительности? Ведь речь идёт не о трёх копейках, а о нескольких десятках тысяч рублей. Понятно, что сэкономить хочется всегда, но некоторые наши сограждане, похоже, живут в каком-то странном информационном поле. Предложение «Купи у нас типа то же самое, но дешевле» они видят и радостно ведутся на него, а критически осмыслить, что стоит за этим предложением, даже не пытаются.
А вот все отрицательные отзывы владельцев и негатив, который возникает у пользователя, купившего «Типа Неву», всегда адресованы не тем, кто продал подделку, а производителю оригинала.
Можно ли сказать, что техника «Мототехника Нева» полностью производится исключительно в Санкт-Петербурге? Пожалуй, нельзя, даже если не касаться двигателей. Часть производственных операций (резка листового металла, гибка листового металла и труб, сварка, покраска) осуществляются на дочернем предприятии ЗАО «КО — Нева» в Великом Новгороде. Но ведь Великий Новгород — это явно не Китай. Можно, конечно, возразить, что раз мы сами этого не видели, то значит, это и есть та часть производства, которую «вывели в Китай», и слухи имеют под собой почву. Но это не самая удачная с точки зрения экономики идея: трубогиб, штамп для гибки листового металла и камера для сушки деталей после порошковой окраски – это относительно недорогое и очень распространённое на территории России оборудование. Нет никакого смысла перемещать на несколько тысяч километров именно эту часть производства, к тому же теряя контроль над ней. Потенциальную выгоду «съест» логистика, ещё и в минусе окажешься. Если переводить, то или всё, или ничего. Максимум – оставлять сборку.
Нас пригласили посетить производство, чтобы мы могли убедиться лично и аргументировано рассказать о том, что «Мототехника Нева» действительно выпускается в России. Именно выпускают – не «собирают», не наклейки клеят, а полностью изготавливают, преимущественно в Санкт-Петербурге. Если фотографии сборочной линии с кучей мотоблоков в разной степени готовности не являются для вас убедительным доказательством (здравый смысл в этом есть – всегда можно изобразить бурную деятельность на линии сборки), то учтите следующий факт. Не имеет никакого смысла ставить на заводе высокопроизводительное и дорогостоящее оборудование (например, литейное или металлообрабатывающее), если оно не задействовано в производстве. Поэтому наша задача – показать моменты, подтверждающие, что производство на заводе «Красный Октябрь – Нева» оптимизировано под большой объём выпускаемой продукции.
ВИДЕО О ПРОИЗВОДСТВЕ
Этот видеоролик снят компанией «Красный Октябрь — Нева». Побывав на производстве, мы увидели всё то, что показано на видео. Ролик полностью соответствует действительности и отражает реальное положение вещей. Наш репортаж подтверждает то, что компания хотела сказать своим видео — производство находится именно здесь, в Санкт-Петербурге.

Рассказ будем вести в порядке, в каком идет технологический процесс производства техники, и начнём мы с литейного цеха.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Двигатель и редуктор – вот два самых сложных узла, которые есть у любого мотоблока. Двигатели для мотоблоков в России не выпускают уже несколько лет, они сплошь импортные. В частности, в тот день, когда мы посетили ЗАО «КО — Нева», шла сборка машин с двигателями Briggs & Stratton RS, I/C и Vanguard.
С двигателями всё ясно, а вот теперь перейдём к редукторам. Это сложное техническое устройство. Сделать одинаковые шестерни – непростая задача, нужно автоматизированное зуборезное оборудование, нужны технологии закалки. Корпус редуктора либо штампуют из стального листа, либо отливают из алюминия под давлением. На технике «Нева» используют литые редукторы, в чём несложно убедиться, бросив беглый взгляд на неё.
Газовая плавильная печь Marсoni. В ней расплавляют вторичный алюминий в чушках EN AC 4600 по DIN 1706.

Пресс-формы. Если вы не в курсе, то стоимость каждой из них может достигать 3 млн рублей. Если у вас производство в Китае, то никакого смысла в пресс-формах нет, это выброшенные деньги.

Один из автоматизированных литейных комплексов. Всего таких на ЗАО «КО — Нева» три, с разными характеристиками. Этот рассчитан на производство наиболее крупных деталей, весом от 100 г до 8 кг.
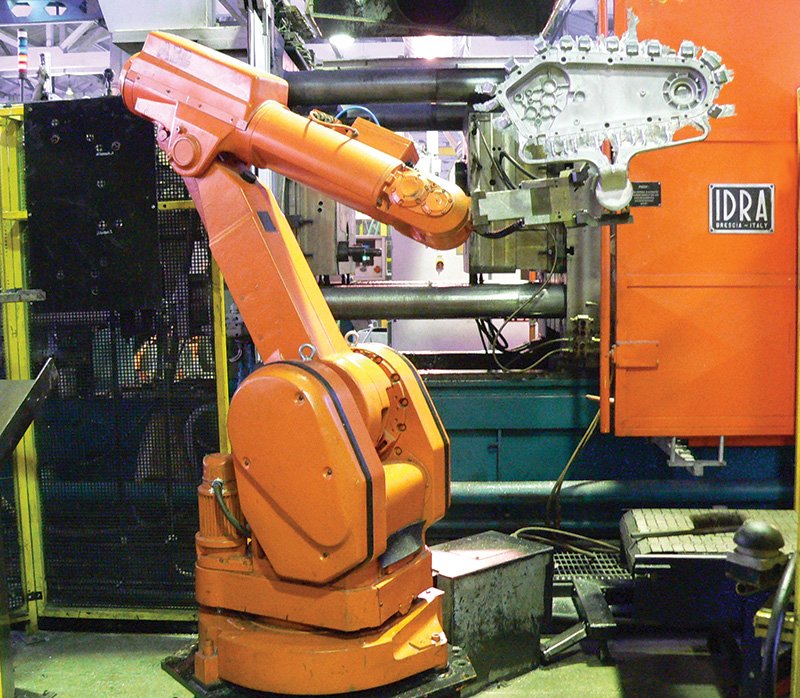
Робот, который руководит процессом литья по циклу: достаёт отливку из пресс-формы, проверяет её на наличие дефектов литья, охлаждает и укладывает на обрубочный штамп.

Робот укладывает только что отлитую половинку редуктора на обрубной штамп.
Участок дробеструйной обработки. На него поступают все отливаемые детали без исключения. «Дробеструйка» и дополнительное упрочнение создаёт, и внешний вид детали улучшает.

Справа – деталь до дробеструйной обработки, слева – после. Ровная матовая поверхность выглядит гораздо лучше, и к тому же на ней не остаются следы от пальцев. Может, не самое важное свойство для мотоблочного редуктора, но согласитесь, матовая деталь гораздо приятнее на вид.

Небольшой склад временного хранения готовых деталей, откуда их по мере необходимости увозят на сборку. Это ещё один очевидный признак того, что производство осуществляется именно здесь, в этих цехах.

Автоматизированная рентгенографическая лаборатория General Electric. Здесь проверяют детали на наличие скрытых дефектов. Конечно, не все подряд, а первые образцы в каждой новой партии, когда может требоваться дополнительная наладка литейного оборудования.

Измерительный комплекс Mitutoyo – предмет особенной гордости компании. Это не его внесли в помещение, а помещение выстроили вокруг него.

Позволяет измерить буквально всё, любые параметры лежащей на столе детали. Любопытный факт: у половинки редуктора 800 точек, по которым проводятся измерения.


Некоторые образцы выпускаемой и выпускавшейся ранее продукции. В заднем ряду слева – блок двигателя ДМ-1К, ранее выпускавшийся на этом заводе. Справа – корпус телефонного аппарата, которыми массово оснастили населённые пункты по всей стране. Антивандальное исполнение – такой корпус сломать гораздо сложнее, чем пластиковый.

⇒ ВАЖНО
Возможности установленного в литейном цехе оборудования значительно превышают потребности компании ЗАО «КО — Нева» в производстве мотоблоков и культиваторов на текущий момент. Поэтому предприятие уже сейчас активно участвует в кооперации с производителями других видов техники, в конструкции которой используются литые алюминиевые детали. Например, опоры двигателя автомобилей – они ведь тоже отлиты из алюминия. Возможности компании позволяют изготавливать детали размером до 800 мм, с очень высокими качеством и точностью.
МЕХАНООБРАБАТЫВАЮЩИЙ ЦЕХ
За качество выпускаемых мотоблоков в значительной степени отвечают литейный и механообрабатывающий цеха. Есть очень много причин, по которым редуктор может гудеть или давать повышенную вибрацию. И в основном эти причины «закладываются» именно в этих цехах, поэтому на заводе уделяют особое внимание всему, что здесь происходит. Некоторые технические нововведения повышают производительность, другие – точность. Есть и такие, что направлены на улучшение условий труда и вместе с тем сокращение издержек. В общем, в этом цеху очень много «ноу-хау», о которых нам рассказали.
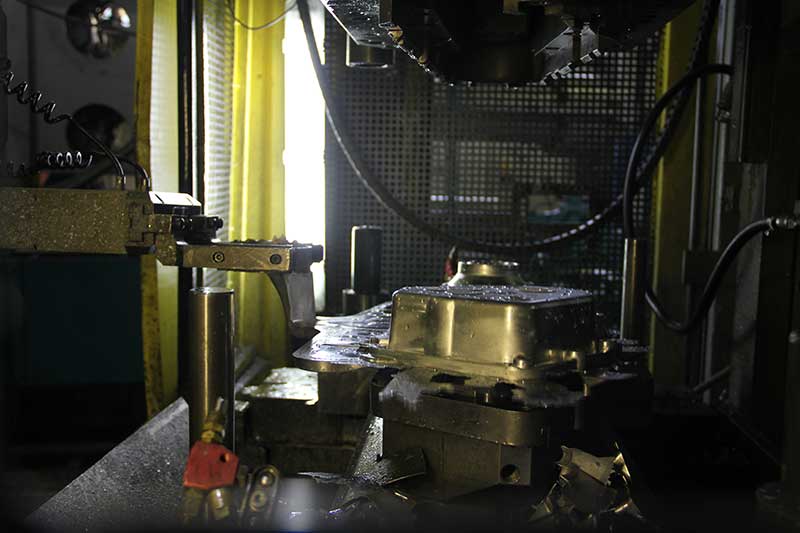
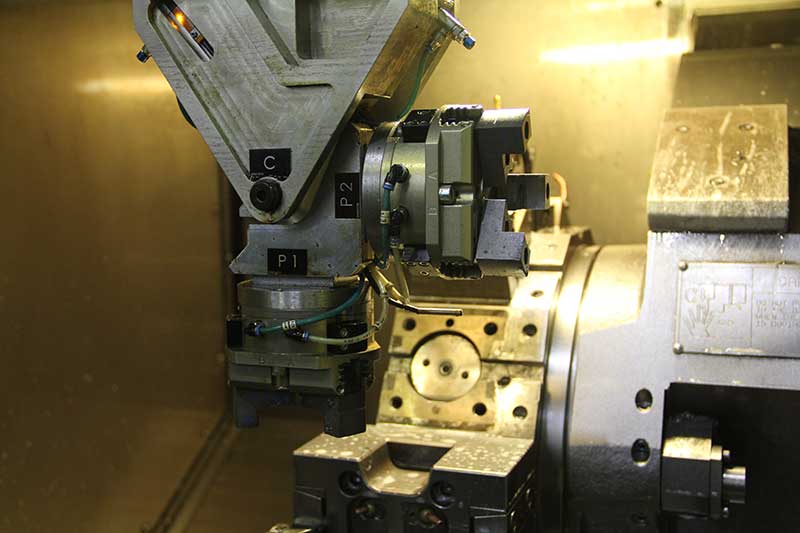
Один из обрабатывающих центров.

Изначально здесь была предусмотрена ручная замена детали, но этот процесс автоматизировали. Слева установлен конвейерный податчик, справа мы видим манипулятор, который непосредственно перемещает детали. У манипулятора два захвата, одним вынимает заготовку, другим сразу же ставит новую. Подобное усовершенствование обходится недёшево, но прирост скорости полностью оправдал все затраты.
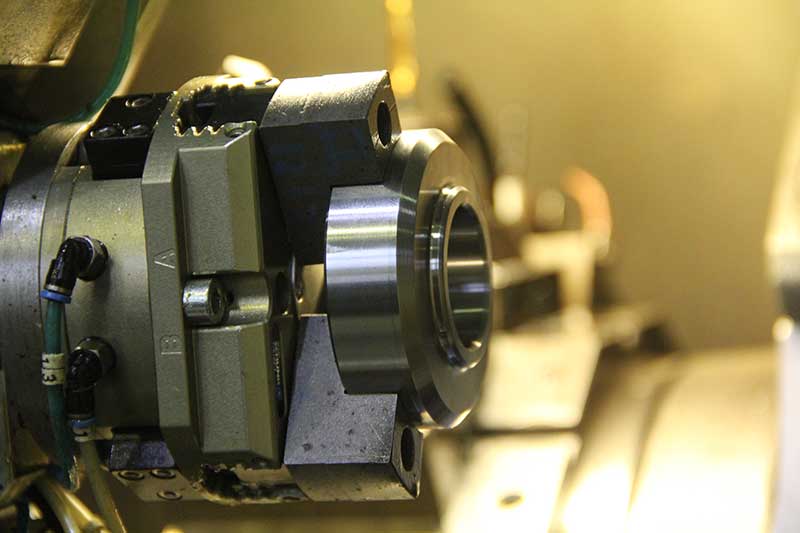
Зачем шестерне квадратное посадочное отверстие? Раньше они были круглыми, и фиксация шестерён на валу осуществлялась с помощью сварки. Но сварка – это в любом случае точечный нагрев, и как ни старайся, всегда есть риск, что деталь чуть-чуть поведёт. Иногда это приводило к незаметным изгибам валов, что в итоге давало повышенный шум и вибрацию. «Квадратная» посадка не требует сварки, и после внедрения такого усовершенствования качество стало более стабильным.

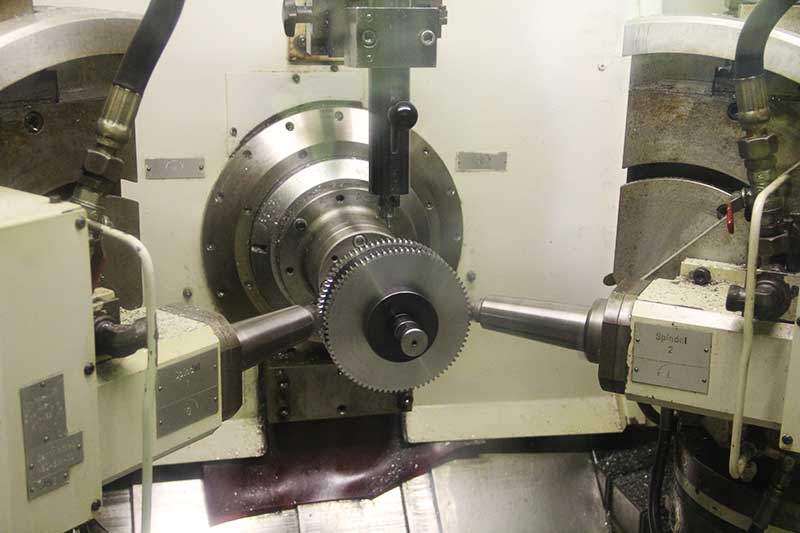
Зуборезные станки в работе.


Нарезка зубьев ведётся при одновременном вращении детали и фрезы, за один цикл получается сразу несколько шестерён.


На этом фото – сменные фрезы, свои для каждого вида шестерён.
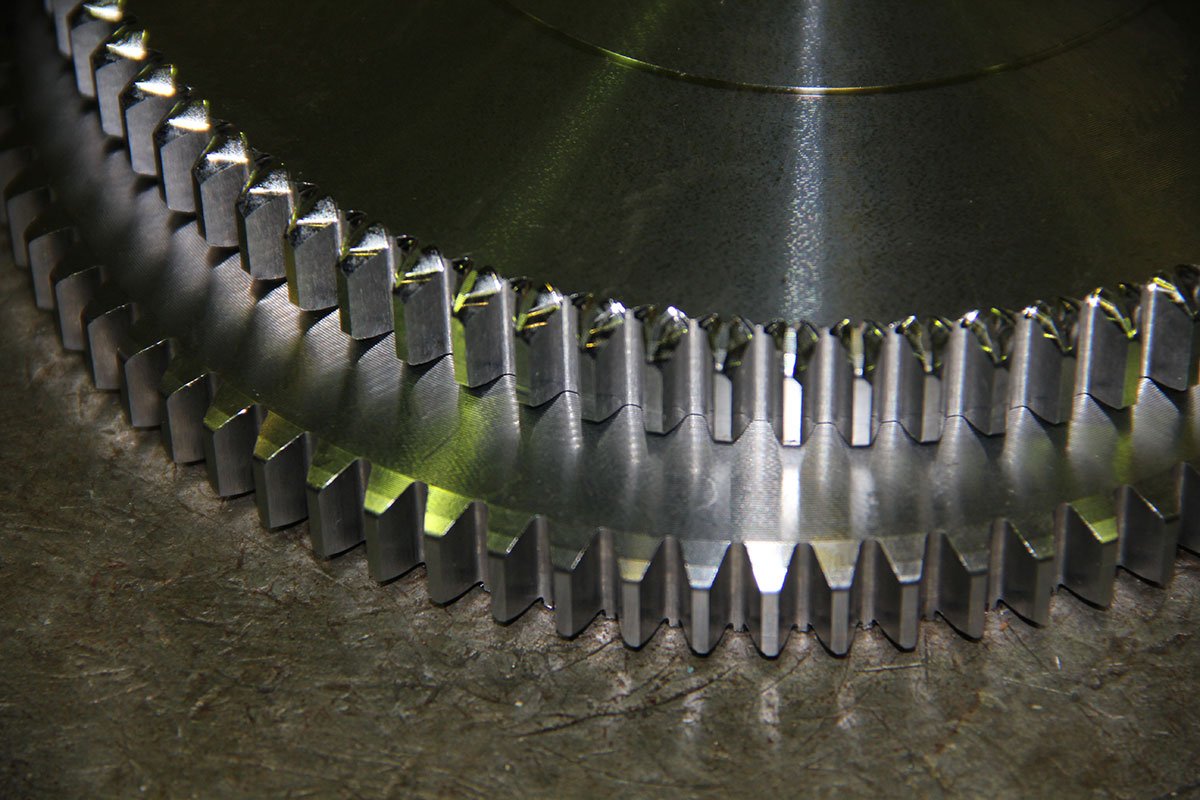
«Закругление» зубьев – уникальная технологическая операция, благодаря которой шестерни гораздо легче и мягче входят в зацепление. Получается своеобразная имитация синхронизатора, вполне эффективная на тех режимах, в которых работают шестерни редуктора мотоблока.
На фото: нижняя деталь до скругления, верхняя — после.

Закалка зубьев токами высокой частоты (ТВЧ). Слева направо: разогрев током, спуск вниз, охлаждение специальной жидкостью, короткий повторный нагрев до меньшей температуры и подъём «на выдачу». Установка может закаливать две шестерни одновременно, цикл занимает меньше минуты. Для сравнения – закалка в шахтных печах длится 17 часов. Конечно, в печь можно загрузить сразу много деталей, но у установки ТВЧ производительность всё равно гораздо выше.

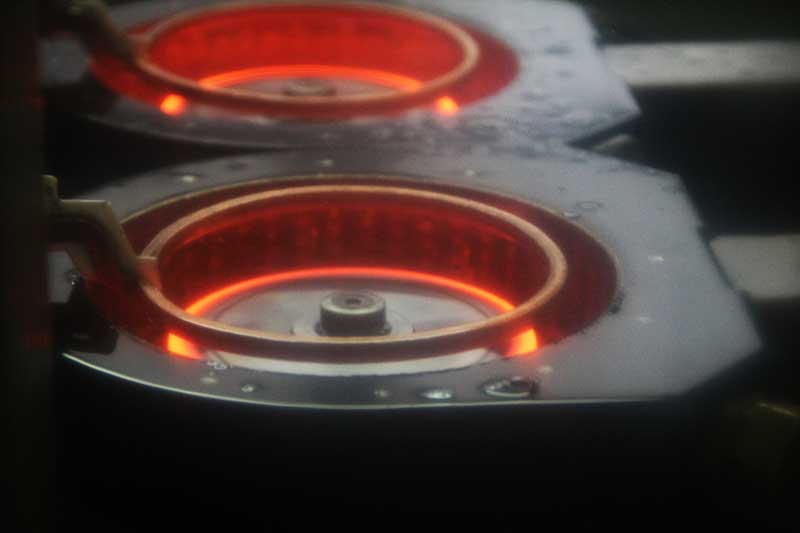



На последнем фото – закалка посадочного отверстия. В итоге получаем шестерню с твёрдыми посадочным отверстием и зубьями, но с сердцевиной, сохранившей способность к упругой деформации, свойственной незакалённому металлу. При работе под нагрузкой именно средняя «пластичная» зона эффективно гасит возможные ударные нагрузки и тем самым предотвращает поломку.

Сборка редукторов (на фото – редуктор от мотоблоков «Нева» МБ 2 и МБ 23, имеет 2 передачи вперёд и 1 назад).
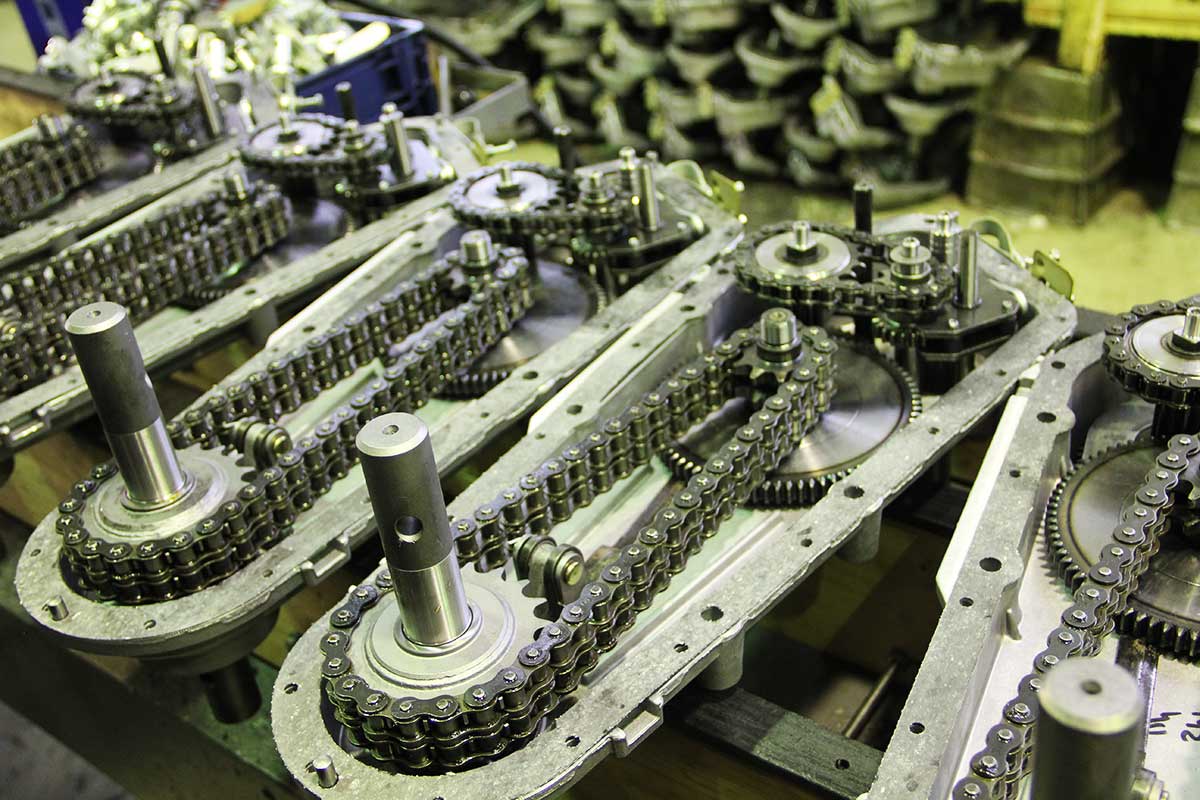
Фото с уходящими вдаль редукторами снято специально, чтобы показать – объёмы производства внушительные.

Транспортировка готовых редукторов в сборочный цех осуществляется с помощью специальных паллетных стеллажей. Они нужны для того, чтобы редукторы во время транспортировки не раскачивались и не бились друг о друга.

В любом токарном цеху образуется огромное количество стружки, её необходимо вывозить, но это очень неудобный в логистике предмет. Везёшь по большей части воздух, а платишь как за доставку металла. Поэтому в механообрабатывающем цеху установили измельчитель стружки. После измельчения она занимает гораздо меньший объём при том же весе, это снижает стоимость вывоза. И сотрудникам уже не приходится заниматься ручной погрузкой.

Участок токарных обрабатывающих центров с барфидером (автоматическим податчиком металла в зону резания станка). Интересный факт, ЗАО «КО-Нева» до недавнего времени закупало металл для загрузки этих станков в Финляндии в шведском концерне OVAKO.

Станок, который делает торцевые кулачки.


СБОРКА
На сборке можно увидеть довольно много технических усовершенствований, призванных облегчить труд рабочих и сделать его более производительным и эффективным. Несмотря на то, что мотоблок – техника не из лёгких, практически нигде не нужно прикладывать больших физических усилий. Тем самым мы получаем ещё одно подтверждение, что здесь, в Санкт-Петербурге, располагается именно производство, а не офис продаж и маскировка в виде сборочной «линии прикрытия».
Сборка мотоблока начинается с этого этапа. Редуктор устанавливают на специальную рельсовую монтажную тележку, и дальше все манипуляции рабочие проводят в удобной позе, им не приходится поднимать тяжести или постоянно наклоняться вниз.

По мере продвижения редуктор «обрастает» крыльями, шкивами и прочими конструктивными элементами.


Всего несколько метров по рельсовому конвейеру – и вот уже на мотоблок ставят двигатель. В данном случае это Briggs&Stratton серии RS, который наша редакция тестировала в апреле 2015 года.

⇒ ЧИТАЙТЕ ТАКЖЕ
Тест редакции «Потребитель». Бензиновый двигатель для культиваторов Briggs & Stratton RS950: изучаем реальные возможности
В чём преимущества по сравнению с более дешёвыми «китайцами» при такой разнице в цене и каков может быть реальный ресурс новых моторов? В апреле 2015 года редакция «Потребитель» провела собственные испытания этого двигателя, чтобы ответить на вопросы наших читателей и разобраться в ситуации.
Следующий шаг – установка шкивов, приводных ремней. Обратите внимание – используется пневматический гайковёрт. Магистрали со сжатым воздухом есть практически на любом предприятии, и пневмоинструмент для таких предприятий – экономически наиболее выгодный вариант.

Проверка степени натяжения ремня. Один раз на пару секунд приложил специальную оправку – и сразу всё видно. Опять же, получаем не только стабильный и надёжный контроль одного из важных для нормальной эксплуатации мотоблока параметров, но ещё и рост производительности.

Следующий шаг – на мотоблок устанавливают колёса и снимают его с монтажной тележки. Причём снимают очень интересным способом, наглядно демонстрирующим, что здесь продумана каждая мелочь. В конце рельсового конвейера – пандус, по которому машину скатывают вниз, не прикладывая физических усилий. Никто не поднимает его, ни руками, ни какими-либо подъёмными механизмами. Обустраивать подобный пандус, очевидно, имеет смысл только при большом объёме производства.

Часть изготовленной в день нашего визита продукции.


Три выпускаемых на заводе «Красный октябрь — Нева» в Санкт-Петербурге модели мотоблоков «Нева» с двигателями Briggs&Stratton: «МБ — Компакт», МБ 1, МБ 23. И это лишь часть ассортимента.

ЗАВОДСКИЕ ИСПЫТАНИЯ
Каждый (ещё раз — каждый!) изготовленный на заводе мотоблок или культиватор проходит проверку. В программе испытаний — запуск двигателя и проверка включения передач.

УПАКОВКА
«Полуупакованный» мотоблок «МБ-Компакт». Уже уложен на специальный транспортный поддон и надёжно закреплён. Затем надевают картонную коробку, укладывают второе колесо и запечатывают упаковку.

А вот как осуществляется погрузка мотоблоков на элемент упаковки — поддон.


Как и на сборке, рабочим не приходится напрягаться. Пустые поддоны укладывают на специальный роликовый конвейер. Сбоку по пандусу закатывают мотоблок, после чего уже мотоблок на поддоне легко откатывается в сторону. Самая тяжёлая деталь, которую приходится перемещать с применением физической силы – пустой поддон.

ПОДВОДЯ ИТОГИ
На наш взгляд, всё то, что нам продемонстрировали, не оставляет никаких сомнений в том, что производство мототехники под маркой «Нева», во-первых, расположено именно в Санкт-Петербурге, а во-вторых, что это производство очень масштабное и в состоянии выпускать продукцию в тех объёмах, в которых она продаётся в России. То есть «Мототехника Нева» действительно изготавливается здесь, и изготавливается в полном объёме. Очень важным считаем тот момент, что нам показали производство в момент его обычной повседневной деятельности. Когда у тебя на глазах идёт зуборезка, или закалка шестерён, то понимаешь, что это однозначно не спектакль, поставленный с целью произвести определённое впечатление. Если бы перед руководством завода стояла задача организовать к нашему визиту «потёмкинскую деревню», то могли бы показать, например, сборочный конвейер. В самом сложном случае – демонстративную сборку редукторов, предварительно разобрав часть. Но запускать литейный или металлообрабатывающий цеха, чтобы у нас на глазах изготовить несколько деталей – это просто невозможно. Раз такое оборудование здесь есть, и делает оно именно детали от мотоблоков – значит, здесь всё производство. Нет экономического смысла заказывать в Китае, когда в России есть всё необходимое, и оборудование, и обученный персонал.
Репортаж подготовили Алексей Меснянкин и Любовь Балаболина
Февраль 2018 года