Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






 В прошлом году мы провели большой тест буров по бетону SDS-Plus. Эта работа будет продолжаться, потому что мы пока охватили лишь небольшую часть рынка. Так что следите за новостями.
В прошлом году мы провели большой тест буров по бетону SDS-Plus. Эта работа будет продолжаться, потому что мы пока охватили лишь небольшую часть рынка. Так что следите за новостями.
А интересно ли вам узнать, как делают такие буры? В марте 2018 года наши сотрудники Любовь Балаболина и Алексей Меснянкин посетили завод Heller (Хеллер), расположенный в немецком городе Динклаге недалеко от Бремена. Предлагаем вашему вниманию репортаж об этой поездке и отзывы.
ИСТОРИЯ КОМПАНИИ
Название Heller произошло от имени кузнеца Якоба Хеллера из Шмалькальдена (Тюрингия). Его упоминают в документальной хронике как человека, получившего разрешение изготавливать свёрла. Эта запись датируется 1583 годом.
Следующий заметный исторический эпизод относится к 1849 году – тогда в Шмалькальдене был построен завод для промышленного производства свёрл. То есть некоторая преемственность от Якоба Хеллера сохранена, поскольку в истории компании Heller этот завод упоминается как «вновь построенный». В 1928 году началось серийное производство твердосплавных свёрл.
В 1945 году предприятие переехало в Бремен и возобновило производство там. А в 1976 году в Динклаге была основана компания Gebrüder Heller Dinklage GmbH.
Очередное значимое для Heller событие произошло совсем недавно, в 2014 году: владельцем Heller стала группа компаний Serafin. Кстати, она же в 2017 году приобрела ещё одного именитого немецкого производителя буров по бетону, а именно компанию Keil. Предвосхищая возможные вопросы, скажем – на рынке Heller и Keil действуют как полностью независимые компании, несмотря на то, что владелец у них один.
За период 2014–2017 гг. в завод Heller в Динклаге было инвестировано около 4 млн евро. В частности, летом прошлого года был установлен новый многофункциональный металлообрабатывающий комплекс KSL 3, стоимость которого составила 1,5 млн евро.
Heller выпускает не только буры, но ещё и свёрла разных видов и для разных материалов. Плюс буровые коронки, пики и долота, а также беспыльные буры – словом, сверлильно-бурильную оснастку для всех видов ручного электроинструмента. Номенклатура выпускаемых изделий очень обширная (свыше 2000 позиций по данным на 2017 год), объёмы производства тоже внушительные. Например, один только новый комплекс KSL 3 способен выпускать до 24 000 штук буров в сутки. И при этом площадь, занимаемая заводом, не так уж велика. Технологии производства свёрл и буров по бетону почти идентичны, и делают их на одном и том же оборудовании. Поменял оснастку конвейеров и программу в памяти систем управления металлообрабатывающими центрами – вот и весь переход от буров к свёрлам. Такой подход позволяет быстро реагировать на меняющийся спрос и оперативно перестраиваться на выпуск той продукции, которая в данный момент востребована на рынке.
РЕПОРТАЖ С ПРОИЗВОДСТВА. БУР – ДЕЛО СЕРЬЁЗНОЕ!
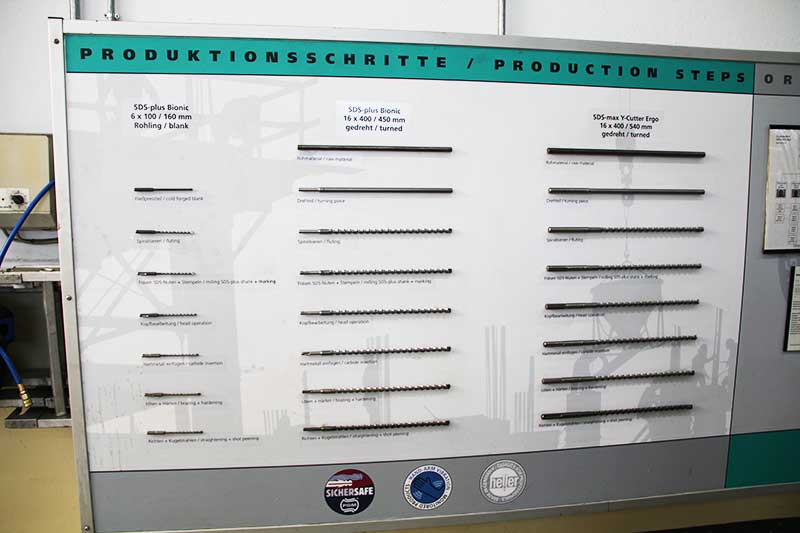 Висящий на стене стенд демонстрирует порядок технологических операций по изготовлению буров ⇒
Висящий на стене стенд демонстрирует порядок технологических операций по изготовлению буров ⇒
Вот он в переводе на русский язык, сверху вниз:
 ⇐ Один из многофункциональных металлообрабатывающих центров, на которых осуществляются первые операции. На переднем плане – барфидер, или податчик прутка. Он автоматически подаёт длинный пруток в зону обработки
⇐ Один из многофункциональных металлообрабатывающих центров, на которых осуществляются первые операции. На переднем плане – барфидер, или податчик прутка. Он автоматически подаёт длинный пруток в зону обработки
Спирали либо фрезеруют с помощью специальной фрезы (слева), либо шлифуют абразивным кругом. При шлифовке очень важно следить за профилем рабочей кромки круга, чтобы форма спирали не менялась, поэтому время от времени его правят с помощью соответствующей алмазной оснастки


 Тот самый многофункциональный комплекс KSL 3, способный выпускать до 24 тысяч буров в сутки. В момент нашего визита на нём проводили перенастройку оборудования, поэтому внутри персонал – в обычных условиях он работает полностью в автоматическом режиме. На переднем плане – робот, снимающий с конвейера готовые изделия и укладывающий их в специальные кассеты ⇒
Тот самый многофункциональный комплекс KSL 3, способный выпускать до 24 тысяч буров в сутки. В момент нашего визита на нём проводили перенастройку оборудования, поэтому внутри персонал – в обычных условиях он работает полностью в автоматическом режиме. На переднем плане – робот, снимающий с конвейера готовые изделия и укладывающий их в специальные кассеты ⇒
 ⇐ Вот эти кассеты. Обратите внимание на поверхность стола – матрица из «трекболов» облегчает перемещение кассет по поверхности. Даже полностью нангруженую кассету несложно сдвинуть минимальным физическим усилием
⇐ Вот эти кассеты. Обратите внимание на поверхность стола – матрица из «трекболов» облегчает перемещение кассет по поверхности. Даже полностью нангруженую кассету несложно сдвинуть минимальным физическим усилием
 «Выгрузка» заготовок буров. Первые два этапа технологической цепочки уже пройдены – хвостовик нужного диаметра, спираль нарезана ⇒
«Выгрузка» заготовок буров. Первые два этапа технологической цепочки уже пройдены – хвостовик нужного диаметра, спираль нарезана ⇒
 ⇐ А здесь уже готовы пазы хвостовика и нанесена маркировка. Видны следы СОЖ, которая использовалась во время предыдущих технологических операций. И следующий этап подразумевает очистку заготовок
⇐ А здесь уже готовы пазы хвостовика и нанесена маркировка. Видны следы СОЖ, которая использовалась во время предыдущих технологических операций. И следующий этап подразумевает очистку заготовок
 «Чистилище для буров»… или, по другой версии, «каменное джакузи». Впрочем, называть эти детали бурами пока что рано, не хватает одного из ключевых элементов – твердосплавной напайки ⇒
«Чистилище для буров»… или, по другой версии, «каменное джакузи». Впрочем, называть эти детали бурами пока что рано, не хватает одного из ключевых элементов – твердосплавной напайки ⇒
 ⇐ Головка бура до и после фрезеровки пазов для твердосплавных пластин. Кстати, на фото – будущий бур серии Y-Cutter Ergo, Heller выпускает такие диаметром от 10 до 50 мм. Специфические трёхкромочные буры оригинальной конструкции. Зачем мы акцентируем на этом внимание? Хотя бы для того, чтобы показать – компания умеет делать и такие вещи. Двухкромочный бур – вещь обыденная, четырёхкромочные тоже есть практически у всех производителей (и, соответственно, у тех заказчиков, кому производители делают под их частными торговыми марками). А Heller только недавно ввёл в программу четырёхкромочные буры, фактически поддавшись настоятельным требованиям партнёров. Ещё вопрос, так ли уж они нужны: имея в программе трёхкромочные Y-Cutter Ergo и Trijet, компания Heller не видела смысла выходить на рынок именно с четырёхкромочными бурами, считая (по нашему мнению, вполне обоснованно) их менее перспективными. У них работает фактически одна пара кромок, а вторая нужна только на случай попадания в арматуру – чтобы не выломать кромку. Но в работе она непосредственного участия не принимает, наш тест буров полностью подтверждает это предположение. Как вспомогательные колёса у велосипеда: скорости не добавляют, нужны только для того, чтобы не упасть. А вот у трёхкромочного одновременно работают все три кромки
⇐ Головка бура до и после фрезеровки пазов для твердосплавных пластин. Кстати, на фото – будущий бур серии Y-Cutter Ergo, Heller выпускает такие диаметром от 10 до 50 мм. Специфические трёхкромочные буры оригинальной конструкции. Зачем мы акцентируем на этом внимание? Хотя бы для того, чтобы показать – компания умеет делать и такие вещи. Двухкромочный бур – вещь обыденная, четырёхкромочные тоже есть практически у всех производителей (и, соответственно, у тех заказчиков, кому производители делают под их частными торговыми марками). А Heller только недавно ввёл в программу четырёхкромочные буры, фактически поддавшись настоятельным требованиям партнёров. Ещё вопрос, так ли уж они нужны: имея в программе трёхкромочные Y-Cutter Ergo и Trijet, компания Heller не видела смысла выходить на рынок именно с четырёхкромочными бурами, считая (по нашему мнению, вполне обоснованно) их менее перспективными. У них работает фактически одна пара кромок, а вторая нужна только на случай попадания в арматуру – чтобы не выломать кромку. Но в работе она непосредственного участия не принимает, наш тест буров полностью подтверждает это предположение. Как вспомогательные колёса у велосипеда: скорости не добавляют, нужны только для того, чтобы не упасть. А вот у трёхкромочного одновременно работают все три кромки
 Здесь мы видим «окно выдачи» следующей автоматической линии, на которой вставляют твердосплавные пластинки в тело бура. Вставляют, естественно, автоматы под контролем видеокамер, и на финальном этапе наносят каплю специальной пасты ⇒
Здесь мы видим «окно выдачи» следующей автоматической линии, на которой вставляют твердосплавные пластинки в тело бура. Вставляют, естественно, автоматы под контролем видеокамер, и на финальном этапе наносят каплю специальной пасты ⇒
 ⇐ Теперь буры готовы к огненному крещению. Паста, фиксирующая твердосплавную напайку, является припоем. В печи она расплавится, под действием капиллярного эффекта затечёт внутрь, в малейшие зазоры между телом бура и напайкой, и зафиксирует её намертво
⇐ Теперь буры готовы к огненному крещению. Паста, фиксирующая твердосплавную напайку, является припоем. В печи она расплавится, под действием капиллярного эффекта затечёт внутрь, в малейшие зазоры между телом бура и напайкой, и зафиксирует её намертво
 Согласитесь, это красиво! ⇒
Согласитесь, это красиво! ⇒
А ещё это крайне важный технологический процесс, где не может быть мелочей. Установленная на Heller печь работает непрерывно, в ней несколько рабочих зон с разной температурой. Не так-то просто обеспечить надёжное функционирование этого «печного хозяйства». Во-первых, между разными «климатическими зонами» не должно быть теплообмена. Во-вторых, температура в пределах каждой зоны должна строго соответствовать заданным параметрам, а её распределение – быть равномерным. Это Солнце может позволить себе иметь пятна, которые на самом деле являются участками с пониженной температурой… внутри печи, где закаляются буры по бетону, ничего подобного быть не должно в принципе. Только равномерное температурное поле в строго заданных пределах
 ⇐ Не поверите, но это тот же самый конвейер и то же самое время, только мы сдвинулись на пару метров. И здесь буры уже почти холодные, к ним можно прикоснуться без риска обжечься
⇐ Не поверите, но это тот же самый конвейер и то же самое время, только мы сдвинулись на пару метров. И здесь буры уже почти холодные, к ним можно прикоснуться без риска обжечься
 Один из ключевых моментов, демонстрирующих, чем отличается немецкий бур от большинства китайских ⇒
Один из ключевых моментов, демонстрирующих, чем отличается немецкий бур от большинства китайских ⇒
После закалки бур может немного «повести», то есть изогнуть. Это естественный процесс, который так же неизбежен, как смена времён года. И чем длиннее бур, тем больше вероятность, что его поведёт, и тем сильнее выражен этот эффект. Так вот, на китайских заводах нам доводилось наблюдать процедуру правки, когда специально обученный человек постукивал по буру молоточком с целью выровнять бур. Да, его квалификация позволяет обнаружить кривизну и даже, пожалуй, исправить её, хотя бы частично… но автоматы делают всё гораздо быстрее и точнее. Нужно ли говорить, что на фото вы видите именно такую автоматическую линию по выравниванию буров?
 ⇐ Участок дробеструйной обработки. Здесь буры окончательно очищают от возможных оставшихся заусенцев, а заодно подвергают поверхностному упрочнению
⇐ Участок дробеструйной обработки. Здесь буры окончательно очищают от возможных оставшихся заусенцев, а заодно подвергают поверхностному упрочнению
И вот результат. На фото ниже – двухкромочный бур Bionic Pro, которым мы прошли арматуру. Специально постарались попасть в неё. Да, скорость прохождения невелика, и это утомительно, но зато результат наглядно демонстрирует, что даже такой тонкий и длинный двухкромочный бур может пройти арматуру, если он действительно качественный. Заодно оцените гибкость бура. Можно быть уверенным, что при случайном перекосе (что запросто, при такой-то длине) он не сломается


⇒ ЧИТАЙТЕ ТАКЖЕ
Буры по бетону SDS-Plus для перфоратора: тест и рейтинг. Вам дырку или отверстие?
Система сертификации буров и свёрл PGM
Heller выпускает оснастку профессионального класса и для профессионалов. Чтобы официально делать такие заявления в применении к бурам, нужно иметь весомое доказательство этого профессионализма. Высокий ценник таковым не является, и даже сложившееся среди профессионалов общественное мнение тоже не является достаточным основанием относить буры к профессиональному классу. Авторитетным подтверждением может служить лишь аттестат, который выдаёт Ассоциация контроля качества стенных свёрл (PGM).
Более детальную информацию нам предоставил Райнер Лампе, главный конструктор компании Heller и с 2012 года член комиссии PGM. Представляем его интервью, которое мы записали в рамках поездки.
 Райнер Лампе, главный конструктор компании Heller и с 2012 года член комиссии PGM
Райнер Лампе, главный конструктор компании Heller и с 2012 года член комиссии PGM
Зачем вообще нужна какая-либо сертификация буров?
Выносливость и надёжность дюбельных анкеров не в последнюю очередь зависит от геометрии просверленного отверстия. Современные дюбели могут выдерживать максимальную нагрузку только в очень точных отверстиях. Эта точность как раз и регламентируется техническими комиссиями ЕТА (European Technical Assessment / Approval) и ЕОТА и прописана в памятке DIBt – «Немецкого института строительной техники».
Для каждого диаметра пробуренного отверстия устанавливаются свои допуски. Так, для отверстия в 8 мм допуски будут в диапазоне от +0,2 до +0,45 мм. И вот тут всё зависит от точности бура или сверла.
Показатели проверки качества и точности изготовления разрабатываются совместно НИИ, ведущими производителями дюбелей и буров. Новые буры получают сертификацию только тогда, когда в ходе длительных испытаний будет доказана пригодность бура к сверлению дюбельного отверстия. Буры, не сертифицированные PGM, не следует применять во избежание рисков повреждения имущества или причинения травм рабочим.
Буры SDS-Plus, маркированные знаком качества PGM, гарантируют надёжное соединение дюбелей с бетоном и кирпичной кладкой. Допуски этих буров согласованы для металлических дюбелей, пластмассовых и комбинированных. Если применяются дюбели, не отвечающие этим допускам, то за их прочность и долговечность отвечает компания-монтажник. Но и торговые организации несут повышенную ответственность при продаже буров, не соответствующих нормам PGM.
Как убедиться, что покупаемый бур надёжен? Куда смотреть?
На хвостовике должна быть маркировка – PGM. Право нанесения такой маркировки присваивается производителю буров только на следующих условиях:
Каждому заводу, прошедшему данную сертификацию, присваивается свой индивидуальный номер. Например, у Heller это – 46, 56 и 58.
Сталкиваетесь ли вы с подделками под PGM? Если да, то насколько это распространённое явление?
Контрольные рейды регулярно проводятся китайской Администрацией Промышленности и Торговли (AIC) по разнарядке Ассоциации PGM. Организуются незапланированные поездки на китайские заводы. Буры конфисковываются, а «фальшивомонетчики» облагаются денежным штрафом. C 2009 года изъято более 56 000 буров.
 Более подробную информация о системе сертифицирования PGM, нормах и требованиях сертификации, а также заводах, отвечающих столь высоким стандартам, можно прочитать на портале pgm-online.org.
Более подробную информация о системе сертифицирования PGM, нормах и требованиях сертификации, а также заводах, отвечающих столь высоким стандартам, можно прочитать на портале pgm-online.org.
⇒ ЧИТАЙТЕ ТАКЖЕ
Открыто представительство Heller Tools в Москве
 Артур Лисичкин, российское представительство Heller
Артур Лисичкин, российское представительство Heller
В 2016 году в Москве открылось представительство Heller (Хеллер). Среди заявленных целей была в том числе и поддержка дилеров: информационная, рекламная и т. д. Каких результатов добилось представительство за это время?
Целей открытия представительства было несколько. Рекламную поддержку вы назвали. Кроме того, хотелось быть ближе к клиентам, быстрее реагировать на их потребности и вывести дополнительный ассортимент на российский рынок. Работа исключительно через импортеров не позволяла достичь всех этих целей. Не можем сказать, что за два года деятельности представительства мы сделали всё на 100%. Но многое уже удалось: наши клиенты получили первые модульные стенды для оформления пунктов продаж, создан русскоязычный сайт с российским доменом, на котором регулярно публикуются новости компании, на рынок введено множество новых линеек Heller, о которых потребители раньше и не догадывались: свёрла HSS G Turbo, буры эконом-линейки Prefix, свёрла по дереву Lewis Long Life и Fortstner High Speed и, наконец, новый четырёхкромочный бур XForce. А наш партнёр – компания «Трэйд Тулс» – впервые завезла буры для беспыльного бурения Duster Expert. Большим шагом вперёд стала консолидация нашего представительства с бывшим импортёром и дилером – компанией «Профи Инструмент». Повторюсь, работы ещё много, мы не останавливаемся на достигнутом.
Как вы планируете работать с дилерами?
Сначала обозначу, кого компания Heller видит в качестве своего дилера. Мы предлагаем инструмент очень высокого качества. Максимальный результат – до 1500 отверстий одним буром (Trijet). При кажущейся дороговизне продукции стоимость одного отверстия или пробуренного метра – минимальная. Соответственно широк и круг наших клиентов – от магазинов профессиональной оснастки до непосредственно конечных клиентов, уделяющих внимание качеству инструментов. Для всех этих групп клиентов у нас своя ценовая политика, своё индивидуальное предложение.
В каких каналах продаж предполагает работать Heller – только дилеры или DIY-гипермаркеты тоже? Если в гиперах появится продукция Heller, предполагается ли разделение ассортимента?
Примечательно, что в Германии, родном рынке Heller, продаж через гипермаркеты нет совсем. Основной канал сбыта – Fachhandel, так называемая специализированная торговля, то есть магазины с высококачественным инструментом и оснасткой, где закупаются исключительно профессионалы. Но в Восточной Европе ситуация другая. Так, в Румынии продукция Heller продается в сетях Dedemann и Ambiente, в Украине – в Эпицентре. Показателен пример литовского Kesko Senukai, где Heller представлен также под частной торговой маркой Forte Tools. Возможно этим же путем мы пойдём и в России. При этом необходимо подчеркнуть, что даже если «разделение» ассортимента и произойдёт, то качество от этого не изменится – здесь Heller уступок не делает.
Откуда отгружается продукция дилерам, как быстро осуществляется доставка?
В настоящее время основные отгрузки ведутся в Санкт Петербурге – со склада нашего бывшего импортёра и дилера компании «Профи Инструмент». Также у наших клиентов есть возможность отгрузки в Москве со склада нашего прямого импортёра. Все контакты найдёте на нашем русскоязычном официальном сайте.
Каковы планы на будущее?
Мы работаем по всем направлениям. Усовершенствуем свою продукцию. Выводим на рынок новые типы, например беспыльный бур 6 мм – ни один из конкурентов такого не производит. Для российского рынка в ближайшее время подготовим линейку эконом-класса, уже без сертификации PGM. Планируем запустить свой собственный канал на Youtube и разместить на нём полезные для строителей видео с применением нашей продукции.
И в завершение несколько слов дилерам и партнёрам.
Желаем, чтобы Ваш бизнес был такой же стабильный и эффективный, успех быстрый, а Ваше здоровье такое же закалённое, как буры производства Heller!
⇒ ЧИТАЙТЕ ТАКЖЕ
Видео: так проходил тест буров SDS-Plus для перфоратора
Репортаж подготовили Любовь Балаболина
и Алексей Меснянкин
Апрель 2018 года