Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






Каким аккумуляторным инструментом Вам приходилось работать?
Проголосовало: 1 187
Львиную долю рынка алмазной оснастки для электроинструмента занимают отрезные круги для УШМ и электрических плиткорезов. Это самая известная её разновидность и самая популярная. Такими кругами режут все абразивные материалы: бетон (в том числе армированный), кирпич, все сорта природного камня, плитку, черепицу, асфальт и т. д. В работе с такими материалами алмазные отрезные круги вытеснили абразивные и, видимо, навсегда.
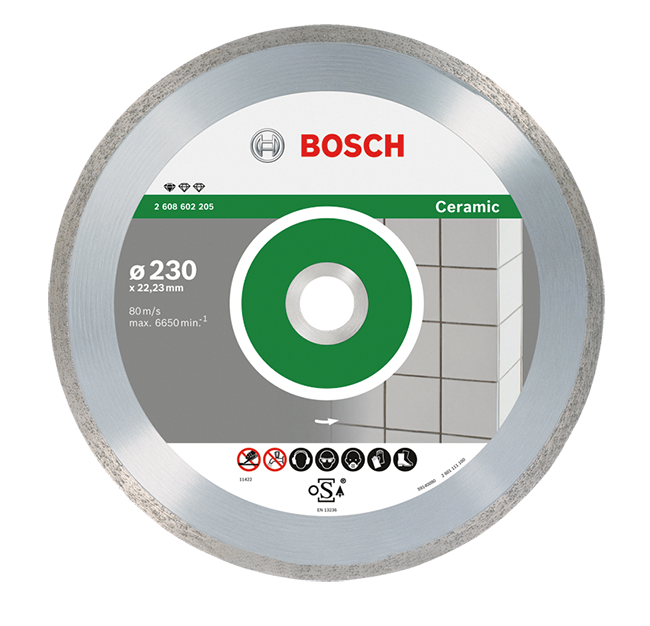

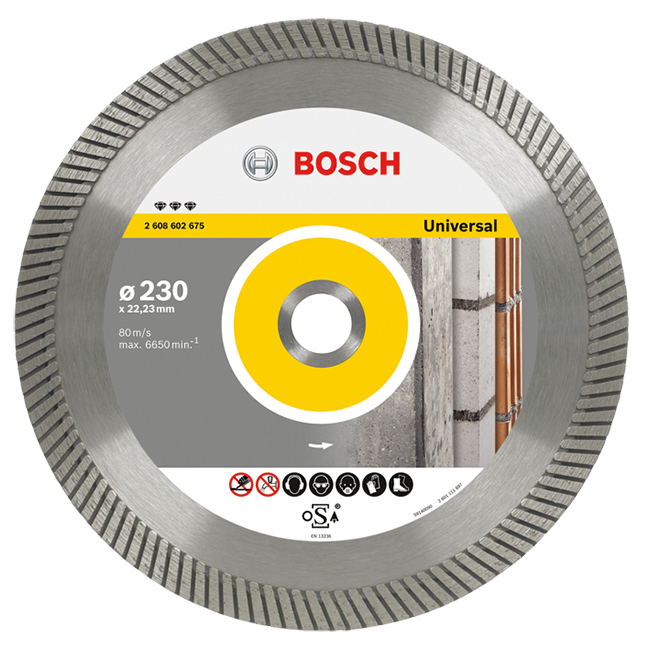
Виды кромки алмазных отрезных кругов на примере линейки Bosch. Слева направо: сплошная, турбо, сегментный круг
В продаже можно встретить три типа отрезных кругов: со сплошной режущей кромкой, так называемые турбо и сегментированные. Круги со сплошной кромкой характеризуются самым высоким качеством реза, но режут они медленнее прочих. Их оптимально применять для ответственных работ, где важен внешний вид заготовки. Или если заготовка очень хрупкая. Круги «турбо» внешне похожи на сплошные, но у них предусмотрены специальные канавки для вывода шлама. Это самые быстрые и производительные круги, но качество реза у них намного хуже. Сегментированные круги — пожалуй, самое многочисленное семейство, у них средние скорость и качество реза, зато они весьма разнообразны по назначению. Среди сегментированных кругов легко подобрать оптимальный для обработки самых разных материалов.
ОСНОВНЫЕ КОМПОНЕНТЫ, ОПРЕДЕЛЯЮЩИЕ КАЧЕСТВО
Эффективность работы алмаза в составе отрезного или шлифовального инструмента определяется несколькими факторами. Первый — форма зерна: более круглый натуральный или шлифованный и потому плоский синтетический кристалл менее эффективен, чем кристалл угловатой формы с острыми гранями. Важен и размер зерна: чем оно крупнее, тем выше его способность к резанию. Мягкие материалы обрабатывают крупным зерном, твёрдые, наоборот, мелким. Размеры зерна принято измерять в мешах (это количество ячеек на дюйм): 20–40 меш — крупные зёрна, 40–60 — средние, 60–100 — мелкие.
Концентрация алмазов — это их вес (в каратах, 1 карат = 0,2 г) на единицу объёма. Данные о концентрации расшифровываются так:
В отрезных кругах алмаз играет ведущую роль, но не только он определяет качество. Не менее важны связка и сама основа круга.
Стальная основа — на первый взгляд вещь очень простая, но это ошибочное мнение. От её качества зависит очень многое, в том числе и безопасность пользователя. Ответственные производители уделяют особое внимание подготовке стали: используют только твёрдую сталь высшего качества, обрабатывая её таким образом, чтобы при определённой скорости вращения диска достигалось оптимальное сочетание прочности и гибкости. В противном случае есть риск разрушения диска, что может быть крайне опасно. К сожалению, у покупателя нет возможности проверить, насколько качественна сталь приобретаемого круга. Остаётся только один критерий — имя известного и зарекомендовавшего себя производителя. И в любом случае не стоит пренебрегать техникой безопасности, но к этому вопросу мы ещё вернёмся.
Задача связки — удерживать алмазы на рабочей поверхности и «контролировать» процесс их обновления. В нормальных условиях обновление связки и алмазов идёт синхронно.
Для связки используют различные металлы: для получения мягких связок применяют бронзу, средних — кобальт или сталь, твёрдых — карбид вольфрама. Возможны и другие варианты, а также различные комбинации металлов, так что перечисленные примеры не показывают всего разнообразия связок. Твёрдые материалы обрабатывают кругами с мягкой связкой, мягкие — наоборот. Если обрабатывать мягкой связкой мягкий материал, это приведёт к преждевременному износу инструмента. А если кругом с твёрдой связкой начать резать твёрдый материал, он быстро затупится.
АЛМАЗНЫЕ СЕГМЕНТЫ
Со связкой и алмазами по отдельности разобрались, теперь стоит взглянуть на то, что получается из соединения этих двух материалов. А получаются режущие сегменты, и о них стоит рассказать подробнее. Процесс их изготовления выглядит так: алмазы смешивают с порошкообразной металлической связкой и формуют с помощью холодного пресса, придавая им заданные размеры и форму. Затем их спекают, контролируя температуру и давление. Чрезмерный нагрев может привести к графитизации (превращению в графит) части алмазов, при недостаточном давлении сегмент получается пористым и будет изнашиваться слишком быстро.
Сегменты бывают разными не только по форме, но и по составу. Бывают сегменты однородные, с одинаковым составом по всему объёму и с равномерным распределением алмазов. А бывают так называемые сэндвичные, с более твёрдой связкой и с более высокой концентрацией алмазов по краям, по сравнению с центральной частью. Однородные сегменты изнашиваются равномерно со всех сторон, в итоге при сильном износе сегменты сравниваются по толщине со стальной основой круга, и его начинает закусывать в распиле. «Сэндвичный» сегмент по краям изнашивается медленнее, чем в центре, и это позволяет избежать заклинивания.

Алмазный отрезной круг в работе
С производством сегментов тоже более или менее разобрались, теперь следующий важный момент — способ их крепления к основе. Прочность этого соединения — один из важнейших факторов, определяющий эффективность и безопасность работы. Как думаете, что получится, если сегмент вдруг отлетит на полном ходу? Линейная скорость вращения на краю диска для УШМ — почти 80 м/с: представьте себе кусок металла размером 30х10 мм, вылетевший с такой скоростью в непредсказуемом направлении. Это практически пуля… ни рабочие перчатки, ни защитные очки в этом случае не помогут. Так что, пользуясь случаем, ещё раз напоминаем: чтите технику безопасности — дольше проживете.
Есть три способа крепления сегментов к телу диска. При производстве оснастки, предназначенной для работы с охлаждением, применяют метод напайки серебряным припоем. Работа «мокрыми» кругами имеет свою специфику. Помимо обязательного охлаждения водой, нужно делать периодические перерывы, выводя круг из зоны реза и давая ему покрутиться вхолостую хотя бы 10 секунд. Температура плавления припоя — 600–700 °C, поэтому работа такими кругами всухую чревата отпаиванием сегментов вследствие перегрева. О возможных последствиях мы уже предупреждали.
Существует и алмазная оснастка для сухой резки. В этом случае применяют две технологии крепления сегментов, обе разработаны японской компанией Sankyo — одним из мировых лидеров в этой области (с 2005 года Sankyo входит в группу компаний Hitachi). Одна из них — это спекание сегмента и стальной основы в специальном аппарате под давлением и при высокой температуре. Этим способом делают как сегментированные диски, так и диски со сплошной режущей кромкой, они подходят и для сухой, и для «мокрой» резки. Другая — лазерная сварка. Она применяется только для производства сухих сегментированных кругов. Этот метод требует обязательного наличия «подкладки» без алмазов, иначе лазерный луч сожжёт их, и образовавшиеся газы неминуемо снизят прочность сварного шва.
После соединения диски проходят первоначальную шлифовку, которая обнажает первые кристаллы на режущей поверхности. В этот момент образуются так называемые хвосты кометы, по которым при необходимости можно определить правильное направление вращения диска.
ТОНКОСТИ ВЫБОРА
Разнообразие алмазных кругов порождает проблему выбора — как определить, какой подойдёт наилучшим образом? Есть несколько простых правил, знание которых поможет избежать ошибок. Первое — нужно понимать, какой именно материал предполагается резать. Если «всё понемногу», то нужен универсальный круг, такие тоже есть в продаже. Он будет средним по всем параметрам, как это обычно и бывает с универсальной продукцией, но зато подойдёт для обработки разных материалов. Если же предполагается какая-то узкая специализация, то и оснастка потребуется соответствующая. Как уже было сказано, твёрдые материалы режут кругами с мягкой связкой, и наоборот. Это вполне логично — при обработке твёрдого материала алмазы изнашиваются быстрее, их нужно обновлять чаще. Поэтому и связку подбирают такую, чтобы вырабатывалась быстрее. А при резке мягкого материала картина другая: алмазы изнашиваются медленнее, соответственно и связка должна держаться дольше, иначе алмазы просто вывалятся, не выработав свой ресурс.
Впрочем, это ещё не катастрофа, такая проблема решается легко.
Итак, для разного типа материалов производитель подбирает наилучшее соотношение мягкости металлической связки, количества и размера алмазов. Известные мировые производители проводят много испытаний с различными материалами различного географического происхождения для того, чтобы их продукция соответствовала потребностям рынка в разных странах. Для профессионалов, работающих постоянно с одним и тем же материалом, например с мрамором или асфальтом, гораздо выгоднее покупать специализированные диски.
БЕЗОПАСНОСТЬ
Мы уже упоминали выше, но скажем ещё раз, что алмазные отрезные круги — инструмент потенциально небезопасный. Впрочем, как и любой быстро движущийся предмет. Какие меры может принять пользователь, чтобы свести риски к минимуму?
Самая эффективная мера — приобретать проверенную продукцию. Отрезные алмазные круги подлежат обязательному подтверждению соответствия требованиям ГОСТ Р 53001–2008 «Инструмент алмазный и из кубического нитрида бора (ЭЛЬБОРА). Требования безопасности». В стандарте указан список основных опасностей, с которыми может столкнуться пользователь, — это отрыв алмазоносного слоя или сегмента от корпуса, разрыв круга, а также повышенная концентрация вредных веществ в процессе работы. Здесь же указаны и коэффициенты запаса прочности для разных кругов.

Так во ВНИИАЛМАЗ проводят контроль прочности крепления алмазоносного слоя к корпусу круга в рамках обязательного подтверждения его соответствия
Проверка на безопасность — это в первую очередь испытания на разрыв. Предусмотрено три уровня: на этапе обязательного подтверждения соответствия требования наименее жёсткие, сегмент должен держаться на своём месте на так называемой скорости пробного пуска. Она превышает номинальные рабочие обороты в 1,1–1,3 раза. Наиболее жёсткий уровень проверки предполагает разгон круга до частоты вращения, при которой он разрушается, но в программе проверки в целях подтверждения соответствия требованиям ГОСТ Р 53001-2008 таких испытаний не предусмотрено. Это можно сделать в рамках добровольной сертификации, когда перечень проверяемых критериев определяет заказчик. Подобного рода испытания проводятся, к примеру, во ВНИИАЛМАЗ, причём по программе как обязательного, так и добровольного подтверждения соответствия.
В обязательной программе предусмотрен также контроль прочности крепления алмазоносного слоя к корпусу круга. Проводится он с использованием предельного моментного ключа, который настраивают в соответствии с требованиями упомянутого ГОСТа (см. фото выше). При этом на каждом испытуемом круге проверяется 30 % сегментов.
Копия сертификата соответствия или декларации о соответствии обязательно должна быть в наличии у продавца кругов. Покупатель, желающий удостовериться в качестве приобретаемой продукции, может попросить предъявить как сам сертификат или декларацию, так и протоколы испытаний в аккредитованной лаборатории. Если вдруг по каким-то причинам возникают сомнения в достоверности представленных данных, можно обратиться в орган по сертификации, выдавший сертификат или зарегистрировавший декларацию, за подтверждением подлинности этих документов.
Автор: Алексей Меснянкин.
Статья опубликована в выпуске «Лето 2013»
журнала «Инструменты» серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.
Август 2013 г.