MITEX 2026 596x90







Оружейник и скульптор Юрий Власов за работой
Литьё по выплавляемым моделям (в старой литературе иногда встречается термин «потерянный воск») — одна их древнейших технологий художественной обработки цветных и драгоценных металлов.
Первые находки литых по восковой модели украшений относятся к так называемому пермскому звериному стилю, т. е. этот способ известен на территории нынешней РФ не меньше трех тысяч лет. Конечно, ювелиры того времени обходились самыми простыми материалами и приспособлениями. Например, центрифуги представляли собой цепочку с формой на одном конце и рукояткой на другом, отчего процесс походил на цирковой трюк — заливали расплавленный металл в тигель, хватались за рукоятку и начинали крутить тигель над головой с приличной скоростью, как пращу. Древние мастера работали намного медленнее и иначе, чем современные, компенсируя навыками недостаток технологий, которые сегодня стали намного сложнее с инженерной точки зрения и проще с точки зрения мастера-художника.
Для описания мастер-класса автор встретился с оружейником и скульптором Юрием Власовым из Нижнего Новгорода, а фотосъёмка литейных машин выполнялась в Политехническом колледже № 13.
По причинам технологического и творческого плана фотосъёмка отдельных этапов велась на разных предметах, так как творческий процесс — дело не быстрое, к тому же автор руководствовался ещё и информативностью снятого, и безопасностью для литейщика.
Сначала, как всегда в творчестве, появляется идея. Иногда ею становится тема некоего предмета, предложенная заказчиком. Среди предметов на фото будут:

1
Следующая стадия работы — лепка из художественного пластилина точнейшей модели будущей работы. Помимо собственно изготовления модели, художник работает над пластическим образом предмета, превращая плоский рисунок в объёмную вещь. При этом уточняется форма, раскрывается содержание и, естественно, проверяются утилитарные свойства предмета.
Замечу, что по этой технологии могут изготовляться и предметы, далёкие от искусства, например зубные протезы, золотники гидроприводов или даже детали автоматики экспериментальных авиационных пушек.

2
Примером этой стадии работы стало украшение «Молот Тора» с руническими надписями на бойке и рукоятке и черепами на подвесе (1). Это не классический «Мьёльнир», а авторское прочтение этого древнего скандинавско-славянского символа. На фото видны детали пластилиновой модели, которая в данном случае состоит из четырёх частей: верха с черепами и рунами, бойка молота с солнечными символами на гранях и двух пластинок с надписями, которые затем будут вставлены в плоские стороны бойка.
А это (2) инструменты, применяемые в работе со скульптурным пластилином. Они сделаны самим мастером из прутков металла и отполированы.




Когда модель готова, по ней изготовляется «резинка» — форма из силиконовой резины. Вообще-то модель может быть и из любого другого материала — дерева, кости, пластмассы, или ею может послужить копируемый металлический предмет, как на фото со скульптурой волка (3).
Форму получают заливкой модели в силикон. После застывания силикона его разрезают и вынимают модель. Правильное разрезание формы — тоже своего рода искусство или, скорее, ремесло — силикон должен беспрепятственно сняться с модели, а части формы при сложении должны точно совпасть.
На фото — силиконовая модель брелока-дракончика, восковая отливка и готовый брелок (4). А это (5, 6) силиконовые формы мелкой скульптуры, уже переданной заказчику, — хорошо видна полупрозрачность силиконовой формы.

7
Затем в «резинку» заливают литейный воск, по которому и будет потом отливаться предмет. Воск как материал имеет несколько особенностей, начиная с сильного расширения при нагреве и заканчивая небольшой механической прочностью. Воск заливают под давлением из специального приспособления, называемого восколит. Фото (7) иллюстрирует общий вид этого прибора, а здесь (8) он в открытом виде с засыпанными гранулами.
В восколите воск находится при оптимальной температуре. Нагрев для расплавления занимает очень много времени, отчего на предприятиях этот прибор держат включённым постоянно, чтобы воск всё время пребывал в расплавленном виде. Стенки восколита имеют мощную теплоизоляцию, поэтому расход электроэнергии невысокий.
Воск вливают в форму под некоторым давлением — его создаёт компрессор, который обычно стоит под столом или ещё где-то неподалёку.

8
Иногда восковая форма дорабатывается скульптором. Это происходит в двух случаях — если отлившаяся восковая модель получилась с браком, а переделывать её нерационально или если автор желает получить большую детализацию, как на приведённом фото. На модели, т. е. бронзовой фигурке на заднем плане, шерсть и морда проработаны меньше, чем на восковой модели, по которой будет отлита более выразительная скульптура.
ПРИМЕЧАНИЕ: ещё в недавнем прошлом, до появления силиконов, ювелиры вручную изготовляли из воска модель в единственном экземпляре. Применялись различные смеси обычного пчелиного воска, церезина и канифоли, которые имели приемлемые температуры плавления и полностью выгорали из форм.

9
В отличие от скульптуры, большинство украшений имеют намного меньшие размеры и их технологичнее и проще отливать помногу. Так, колечки или серёжки могут лить по сотне штук зараз. Поэтому модели монтируют на литниковую систему из воска, в народе называемую «ёлкой» за сходство с этим растением.

10
Крепят восковые модели к «ёлке» при помощи того же воска и слабомощного паяльника (9). Этот процесс требует большого опыта, ведь модели должны быть расположены так, чтобы при заливке они полностью заменились металлом и не осталось недолитков и других дефектов. На фото (10) — около двадцати брелоков‑дракончиков.
При сборке «ёлки» (9, 10) мастер держит рядом с ней опоку (приспособление, служащее для удержания формовочной смеси при её уплотнении. — Прим. ред.) — так проще контролировать, чтобы габариты собираемой «ёлки» не оказались больше внутреннего объёма опоки.
Теперь модель должна быть помещена в ёмкость с формовочной массой (или «землёй»). Для этого есть два способа.

11
В первом случае модель покрывают тонким слоем пастообразной формовочной смеси, дают чуть высохнуть (она имеет вид густой пасты), а затем помещают в короб опоки и засыпают формовочной массой, которую уплотняют вибрацией на специальном вибростоле.
Второй способ применяется в нашей мастерской. Опоку с «ёлкой» помещают в специальный агрегат для заливки формовочной смесью (11). На фото видны опока и ёмкость над ней с порошком формовочной смеси. Вакуумный насос откачивает воздух из ёмкости прибора, после чего в верхний резервуар подаётся вода, которая перемешивается с сухой формовочной смесью. Готовая масса стекает в опоку, стоящую на вибростоле. Сочетание вакуума и вибрации приводит к тому, что формовочная масса полностью заполняет опоку, не оставляя ни малейших пустот и пузырьков. Через несколько часов вибрации опоку вынимают.

12
Когда опока из формовочной «земли» подсыхает, её ставят в специальную печь с точной регулировкой температуры, расположив литниками вниз, и нагревают по специальной программе общей длительностью около 12 часов.
Сначала вытапливается воск — он стекает в поддон и удаляется из печи. Затем температуру повышают — остатки воска испаряются или сгорают, а форма прокаливается и приобретает дополнительную прочность.
Процесс протекает при точно заданных высоких температурах внутри печи. На фото (12) — момент извлечения опоки из печи. Если открыть печь в середине процесса, то от сотрясения, вызванного движением тяжёлой дверцы, формовочная смесь треснет и работа пойдёт насмарку.

13
Готовую опоку и тигель с металлом помещают в специальную печь. Её общий вид и вид с открытой крышкой приведены на фото (13, 14). Эта печь отличается контролируемой атмосферой, т. е. в ней можно или создать вакуум, или заполнить рабочий объём аргоном или другим газом сообразно технологии литья применяемого металла. Слева виднеется держатель опок, справа подальше — противовес, а справа на переднем плане — СВЧ-нагреватель, который, собственно, и нагревает металл в тигле. Когда он расплавляется, начинает вращаться ротор, а индуктор продолжает подогревать тигель, но уже короткими импульсами в те моменты, когда он проходит над катушкой. В некоторый момент механизм опрокидывает тигель, и металл, чей вес под действием центробежной силы многократно превышает его вес в обычных условиях, вливается в форму, полностью её заполняя.

14
Существует и другая версия центробежной печи, в которой центрифуга с формой и противовесом сначала раскручивается, а потом в неё через вращающийся лоток вливается металл. Но такая машина менее совершенна.
Для более крупных предметов с менее тонкой фактурой поверхности применяется вакуумное литьё. Металл расплавляют в специальной печи вроде муфельной (15) или индуктивной (16), а опоку перемещают в установку литья в вакууме (17). Затем подносят тигель с расплавленным металлом (18) и вливают его — атмосферный воздух вдавливает металл во все закоулки формы.





Существует и автоматическая литейная машина (19). В её нижнюю поворотную (на фото справа) часть вставляют опоку, в тигель (он посередине) кладут металл, закрывают и включают машину. Она подогревает опоку, расплавляет металл, создаёт разрежение в отсеке с опокой и вливает металл.
ПРИМЕЧАНИЕ: у ювелиров древности не было вакуумных печей, их с некоторым успехом заменяли яблоком или картофелиной. Мастер вливал металл в форму и затем немедленно накрывал её половинкой картофелины. От прикосновения к раскалённому металлу овощ выделял пары воды и газы, которые и вдавливали металл в форму. Но при малейшей неточности движения ювелир мог получить серьёзные ожоги и вдобавок испортить отливку.

20
Её сначала бросают в воду, а потом в приспособлении, состоящем из ящика со стеклянной крышкой, вделанных в стенку перчаток и мини-мойки (20), отмывают металл от остатков формовочной смеси (21).

21
На производствах, не имеющих отношения к ювелирному делу, форму иногда сначала разрушают механически, а только потом отливку очищают от остатков смеси. Дело в том, что не все отливки, например детали больших турбин, можно бросать.
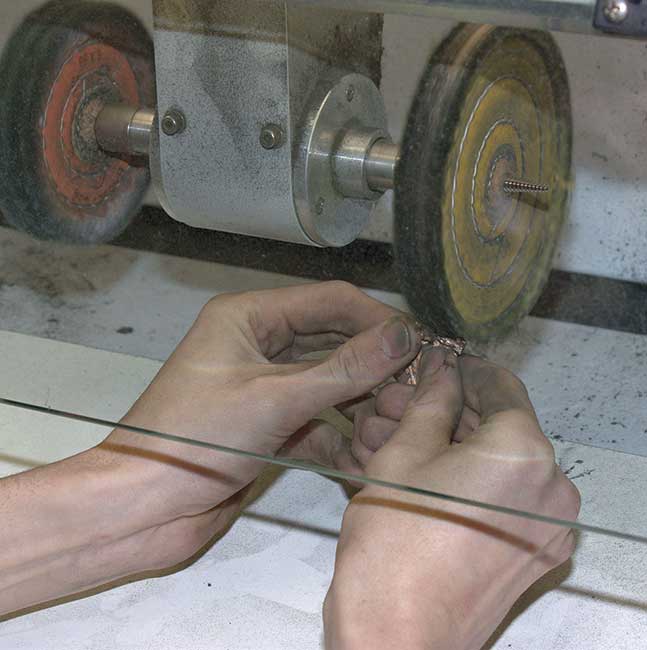
Сначала на полировальной машине (22) с готовых отливок удаляют остатки «земли» и придают поверхности блеск (23), после чего предмет фактически готов. Но иногда модель не совсем точно передаёт все нюансы замысла художника, и тогда он при помощи ручных инструментов вроде штихелей и чеканков доводит изделие до полного соответствия замыслу.

ПРИМЕЧАНИЕ: неверно считать, что литьё по выплавляемой модели — чисто художественная технология, а модель может быть только восковой. В производстве крупногабаритных изделий, вроде роторов турбин для гидроэлектростанций, применяется схожий подход — литьё по газифицируемой модели. В этом случае модель, размеры которой могут исчисляться многими метрами, вырезают из твёрдого пенопласта, помещают в форму и сушат, после чего вливают расплавленную сталь. Часть пенопласта сгорает ещё при сушке формы, часть выжигается расплавленным металлом, но в результате получается заготовка, требующая минимальной механической обработки. Газифицируемая модель оказывается дешевле выплавляемой, так как пенопласт дешевле воска, даже с учётом необходимости в точной механической обработке пенопластовой модели. Но суть процесса остаётся той же, и полученная турбина диаметром много метров сверкает, как ювелирное украшение…
Автор: Алексей Алесковский.
Мастер-класс опубликован в выпуске «Осень-зима 2011»
журнала «Инструменты» серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.
Ноябрь 2011 г.














