MITEX 2026 596x90






Продавцы и пользователи электроинструмента привыкли делить все модели на две большие группы — профессиональные и бытовые. Свое оборудование для работы с деревом я тоже отношу к двум принципиально разным группам — неподвижно стоящее («станки») и то, которое нужно двигать по детали. «Подвижный» инструмент, в свою очередь, распределяю так — «действующая модель инструмента», «нормальный рабочий инструмент» (покупаю только эту группу) и «элитный инструмент». Понятно, что подобный инструмент должен иметь малые габариты и массу, высокую и притом регулируемую частоту вращения (например, в случае фрезера). На сегодняшний день эти требования можно выполнить, только используя коллекторный двигатель. Но он имеет много недостатков: малый ресурс, повышенный шум, необходимость применения редуктора (как в дисковых пилах и дрелях).
Кроме того, воздух, охлаждающий мотор, содержит угольную пыль, образующуюся при работе щеток. По этим причинам я стараюсь применять, где возможно, асинхронные двигатели. Некоторые станки (скажем, сверлильные и ленточнопильные) только ими и укомплектовывают. Иногда — имею в виду торцовочные пилы — есть выбор: представлены модели и с коллекторными, и с асинхронными моторами.
С фрезерным станком совсем другие проблемы. До недавнего времени почти все представители этого класса, имеющиеся на рынке, предназначались промышленным предприятиям. Их отличали огромная масса, значительная потребляемая мощность и исполнение с трехфазным питанием. Кроме того, они рассчитаны на применение насадных фрез, тяжелых и дорогих. Любители же предпочитают покупать концевую расходку, совместимую с ручными фрезерами. Все эти факты указывают на проблематичность использования в малых мастерских и любителями промышленных станков.
Единственным решением в такой ситуации была покупка мощного ручного фрезера и установка его в стол. Кстати, если полистать каталоги концевых фрез, то заметно, что довольно большая их часть предназначена как раз для работы с инструментом, установленным стационарно. В первую очередь это относится к фрезам для изготовления мебельных фасадов.
У меня много лет работал такой фрезер, «навечно» закрепленный в самодельном столе. На изготовление последнего было потрачено столько времени, что не хочется и вспоминать! Одни только походы за крепежом по рынкам чего стоили! Но альтернативы тогда не было. Мне всегда хотелось заменить это «изделие» чем-то более рациональным, в идеале — небольшим станком с асинхронным двигателем. И чтобы у него были высокие обороты и возможность работать недорогими концевыми фрезами. Я даже пытался самостоятельно его изготовить, но безрезультатно. Вал с подшипниками, оставшийся как напоминание об этой нереализованной идее, до сих пор где-то пылится.
Недавно, зайдя в инструментальный магазин, я увидел станок своей мечты — «Корвет-83». Что интересно, цена оказалась сопоставима с ценой профессионального ручного фрезера, к которому еще нужен стол! Вес станка оптимальный — 90 кг, стоит он жестко и в то же время его легко передвигать по мастерской. Единственное, в чем я сомневался перед покупкой, — хватит ли мощности 750 Вт?
 Фрезерный станок
Фрезерный станок
НАЗНАЧЕНИЕ: фрезерование заготовок из древесины, ДСП, ДВП и т.д.
ПИТАНИЕ: однофазная сеть 230 В (50 Гц); потребляемая мощность — 750 Вт.
ДВИГАТЕЛЬ: асинхронный; привод — ремень; частота вращения шпинделя — 11 000 об/мин.
ДИАМЕТР ШПИНДЕЛЯ: 12,7 мм.
ВЕРТИКАЛЬНЫЙ ХОД ФРЕЗЫ: 22 мм.
ФРЕЗА: диаметр/ высота (макс.) — 90/ 60 мм.
ДИАМЕТР ЦАНГИ: 8 или 12 мм.
ГАБАРИТЫ: рабочий стол — 610х480 мм.
ВЕС: 91 кг.
ЦЕНА: рекомендованная розничная — 16 850 руб.

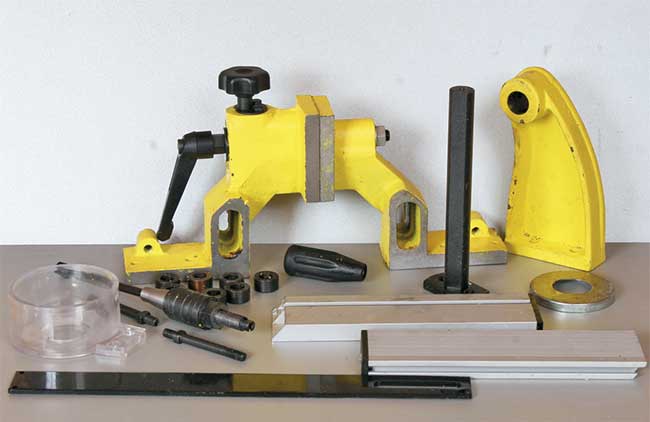

Но вот станок уже в мастерской. Сборка его несложная (фото 1), правда, некоторые детали для моих целей оказались «лишними» (фото 2). Видно, что нижняя кромка фрезы приподнята над столом, значит, нужна опорная поверхность. Сразу отмечу удобную регулировку положения фрезы по высоте с помощью двух рычагов — для подъема и фиксации (фото 3). Каким бы именитым ни был производитель, перед работой я всегда стараюсь доработать инструмент, приспособив его под конкретные задачи (подобно тому, как на автомобиль базовой комплектации устанавливают музыку, сигнализацию и другое оборудование). И только после такого «тюнинга» — в работу. Для 83-го «Корвета» я также изготовил простую сменную оснастку из недорогих материалов — панели в сборе с направляющими и кожухом для удаления стружки и пыли.
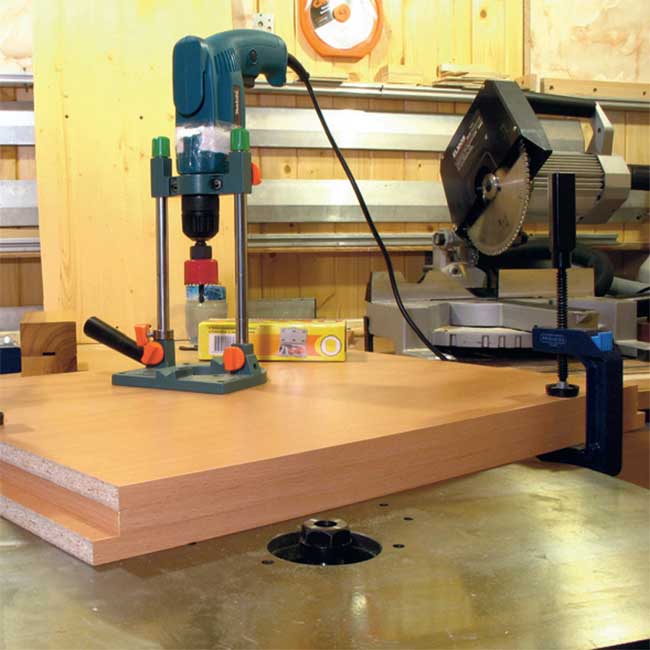
Опорные поверхности сделал из листов ДСП, распиленных прямо в строительном супермаркете. Засверливание выполнено в пачке (фото 4). Лист зафиксирован четырьмя болтами в имеющиеся резьбовые отверстия (фото 5). К листу прикреплен уголок направляющая (фото 6, 7). Диаметр отверстия выбран немного больше, чем диаметр фрезы (для обвязки — фото 5, для филенки — фото 8). Кроме того, я изготовил кожухи для удаления продуктов резания (фото 9).





Порядок подготовки к работе следующий. Сначала устанавливается фреза, а сверху кладется лист ДСП с направляющими и кожухом в сборе. Для «филенчатой» фрезы понадобилась подкладка из МДФ толщиной 6 мм, чтобы поднять поверхность (фото 10).
Для обработки криволинейных плоскостей нужен такой же лист с кожухом, но без линеек. Итого — три пластины для всех видов работ. Итак, станок готов (фото 11). Обработка фигирейного поля показала, что необходимы два прохода. За первый снимается половина материала (фото 12), затем фреза поднимается, и поле выбирается полностью. Заготовки из твердых пород фрезеруются так же легко (фото 13 — бук).
Когда я выполнял эту операцию за один проход с помощью установленного в столе 1850-ваттного ручного фрезера, чувствовалась сильная вибрация фрезы — инструмент работал «на пределе». С другой стороны, при фрезеровании брусков обвязки такая мощность явно избыточна. Станок же легко и без вибрации справился с филенкой за два прохода. Для фрезы большого диаме тра (у моей 89 мм) обороты шпинделя не должны превышать 12 000 в минуту.





У станка они 11 000, то есть в самый раз. На ручном фрезере перед включением нужно было каждый раз наклоняться и проверять положение «колесика» — регулятора оборотов, что не гарантировало безопасность, ведь можно и забыть посмотреть. Со станком эта проблема решилась сама собой.
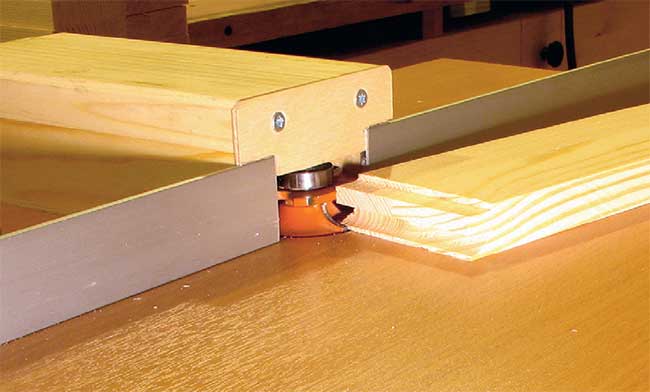
Сейчас филенчатые фасады не все нравятся, больше в моде «легкие» дверцы со вставками стекла, бамбука, ротангового полотна. Поэтому основной работой у станка будет фрезерование брусков обвязки. Этим я сразу и занялся. Поставил фрезу для контрпрофиля (фото 14), сделал некоторое подобие подвижной каретки и без шума и пыли пропустил серию заготовок. Станок прекрасно справился (фото 15) — мощности хватило вполне.
Затем установил профильную фрезу, ее высота над столом отрегулирована по положению шипов (фото 16, 17). В работе я применяю небольшую хитрость. Дело в том, что если фрезеровать профиль за один проход, то на острой кромке, где сходятся две поверхности, могут быть сколы.
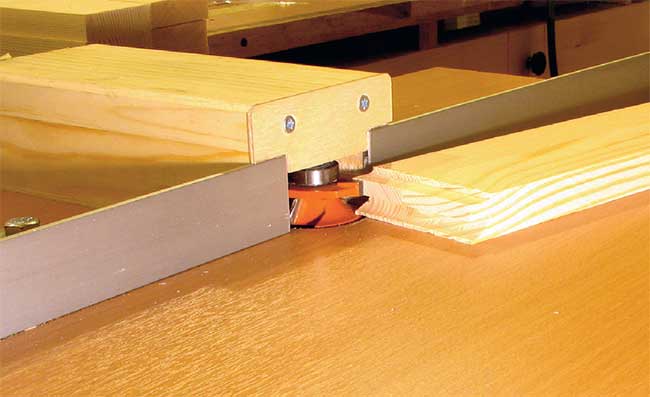



Я же делаю это за два прохода. Сначала на глубину паза 3 мм (фото 18), после чего строгаю поверхности брусков рубанком (фото 19), снимая 1 мм (фото 20).
И снова на станок, опять-таки без шума и пыли (фото 21). Теперь уже окончательно, на заданную глубину, не меняя положение фрезы по высоте. Первый проход заготовки я выполнял с нестроганой кромкой, сразу после пилы. Но поскольку строгать кромку необходимо, эту работу я сделал меж- ду проходами. Если строгать по три-четыре штуки сразу, то поверхность брусков не будет «завалена», да и производительность при таком способе повысится.




Чтобы не двигать направляющие (да это и невозможно, они жестко закреплены), для уменьшения глубины фрезерования я надеваю сверху на них простое приспособление, склеенное из фанеры (фото 22, 23, 24).
 А вот и готовые рамки (фото 25). Так как направляющие жестко связаны с опорными поверхностями, соответствия их линии кромке подшипника фрезы я добиваюсь за счет того, что диаметр отверстий на 1 мм больше, чем диаметр болтов. Положив пластину в сборе на станок, я выравниваю ее и затягиваю четыре болта.
А вот и готовые рамки (фото 25). Так как направляющие жестко связаны с опорными поверхностями, соответствия их линии кромке подшипника фрезы я добиваюсь за счет того, что диаметр отверстий на 1 мм больше, чем диаметр болтов. Положив пластину в сборе на станок, я выравниваю ее и затягиваю четыре болта.
ОБЩИЕ ВПЕЧАТЛЕНИЯ. Во время работы станка его двигатель хорошо охлаждается, хотя он и так холодный. А вот пылесос нагревается быстро, потому что двигатель у него коллекторный. Пылесос-то и определяет время перерыва — станок мог бы работать и работать.
По сравнению с ручным фрезером станок тихий. Тем не менее шум от фрезерования и работы пылесоса заставляет надевать наушники. Мощность двигателя выбрана оптимально — для брусков обвязки вполне достаточно, а филенку можно обработать за два захода. Более мощный асинхронный мотор при пуске «сажал» бы слабую сеть — это до сих пор часто происходит в сельской местности и в дачных поселках.
РЕЗЮМЕ
Станок «Корвет-83» незаменим для небольших мастерских и любителей мастерить, удобен в доставке и установке. Он подойдет для работы в частном доме, на даче. Этому способствует невысокая цена (как у профессионального ручного фрезера), низкое энергопотребление и длительный ресурс.
КОММЕНТАРИЙ СПЕЦИАЛИСТА

Компания «Энкор», Сергей МАКАРОВ, начальник отдела закупок
Прочитав статью Игоря, я еще раз убедился в востребованности нашей продукции. Приятно осознавать, что она пользуется спросом и отвечает требованиям
конечных потребителей. Потенциальные покупатели станков «Корвет» — это такие мастера, как Игорь, работающие в небольших мастерских и не имеющие возможности приобретать промышленное оборудование.
Мне очень понравился подход Игоря к выбору модели. Бытует мнение, что чем станок тяжелее и мощнее, тем он лучше. На самом деле слишком большие мощность, вес и габариты не всегда благо. В своей статье Игорь очень грамотно это объясняет. Теперь непосредственно о «тюнинге». Как правило, все изготовители предупреждают, что при внесении каких-либо изменений в конструкцию станок снимают с гарантийного обслуживания. С одной стороны, это оправданно, ведь при переделке не всегда учитываются требования безопасности. С другой — некоторая модернизация может дать положительный эффект. Так, у 83-го «Корвета» нет патрубка для подключения пылесоса. Игорь самостоятельно изготовил кожух для удаления стружки и подключил пылесос к станку. Это «плюс».
Но, на мой взгляд, он пользуется не тем пылесосом. К деревообрабатывающим станкам рекомендуется подключать не универсальный аппарат, а специальные устройства для сбора стружки. Поясню. Универсальный пылесос имеет высокое разряжение, сравнительно небольшой расход воздуха и диаметр шланга обычно 35 мм. При работе на фрезерном станке по дереву получается большой выход стружки. Именно поэтому нужны специальные пылесосы, которые имеют соответствующий расход воздуха, позволяющий выносить приличный объем продуктов резания, шланг диаметром 100 мм, способный пропускать крупную стружку, а также вместительный контейнер или мешок для сбора отходов. Подобные устройства создают сравнительно небольшое разряжение, но его вполне достаточно, так как древесина —
относительно легкий материал.
Следующий момент. Вертикальный ход шпинделя играет определенную роль. Работа с некоторыми концевыми фрезами требует более низкого положения нижней части режущей кромки фрезы относительно плоскости стола. Именно для этого в комплекте со станком идут втулки — их подкладывают под стол и тем самым поднимают его рабочую плоскость. Игорь пошел другим путем.
Он изготовил накладной стол из листа ДСП, подняв поверхность стола. Но тогда закрывается паз для установки перемещаемого транспортирного упора. Кроме того, надо иметь в виду существующее ограничение по диаметру рекомендуемых фрез, накладываемое диаметром отверстия рабочего стола. Это заводское ограничение, определяемое скоростью вращения и жесткостью шпинделя, а также механизмом его подъема. Таким образом, если принято решение использовать накладной рабочий стол, то не допускается вырезать в нем отверстие под шпиндель больше штатного.
Игорь изготовил направляющие упоры. Их конструкция имеет минимальные регулировки и отличается простотой в работе. Несомненно, такой вариант очень удобен при изготовлении одинаковых изделий. Но сужение диапазона регулировок ограничивает возможности станка. Оригинально выполнена подвижная каретка. Недостатком, как мне кажется, является то, что фрезеровать торцы можно только под углом 90 градусов. Для других углов придется изготавливать другую каретку.
Однако если требуется фрезеровать торцы только под одним углом, то это вполне приемлемый вариант, так как листом ДСП закрыт паз для установки штатного транспортирного упора. Еще я посоветовал бы Игорю установить защитный колпак, входящий в комплектацию станка. Он предохраняет оператора от вылета стружки.
Подведу итоги. Если Игорь считает, что ему удобнее работать на станке с таким «тюнингом», пусть работает. В рассматриваемом варианте модернизации нет ничего, что могло бы повлечь снятие станка с гарантийного обслуживания (при условии, что будут использоваться фрезы размерами не больше допустимых). Впрочем, я думаю, не так уж важно — лишится покупатель в этом случае гарантийного обслуживания или нет.
Гораздо более принципиальным является момент безопасности работы на переделанном станке. Перед тем как приступить к модернизации, обязательно подумайте, не приведет ли она к снижению безопасности оператора?
Автор: Игорь КАЛИНИН
Статья опубликована в выпуске «Лето 2008»
журнала «Инструменты» серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.














