Интерскол 596x90







Пильные диски внешне очень похожи, но это не значит, что они и работают одинаково. Почти одинаковые внешне диски могут давать очень разные результаты при пилении. В этой статье нам хотелось бы не только посоветовать, как правильно выбрать и купить пильный диск, но и немного углубиться в технологию производства, рассказать об устройстве и конструктивных особенностях. Это поможет понять, почему их цена, качество и отзывы так различаются.

На фото: справа — Андрей Кирячков, один из руководителей группы компаний «Центр режущего инструмента», и Чеслав Швайков, сотрудник проекта «Механические Деревянные Шестерёнки»
Нашим консультантом выступил один из руководителей группы компаний «Центр режущего инструмента» Андрей Кирячков, который на протяжении многих лет занимается поставкой инструмента и приспособлений для деревообрабатывающей и мебельной отраслей всемирно известных брендов, таких как CMT (Италия), Ceratizit (Люксембург), Said (Италия), Kreg (США), Ehoma (Тайвань), Aquila (Китай), Good Hand (Китай). По итогам нашей беседы мы пришли к выводу: во‑первых, неверно подобранный диск может очень негативно повлиять на производственный процесс, и основная ошибка при работе — это применение дисков для решения задач, под которые они просто-‑напросто… не заточены, а во‑вторых, важно помнить, что даже самый лучший в мире диск не сможет проявить все свои положительные качества, если его используют вместе с низкокачественным или устаревшим оборудованием уставшие или неопытные руки.
Так как основная часть нашей работы проходит в столярной мастерской, основное внимание мы уделим дискам по дереву. Но вначале обсудим терминологию. Чаще всего мы называем предмет нашей статьи «диском» или «пильным диском», а вот их производители обычно используют слово «пила». И в этом есть логика, ведь если диск рассматривать как основной рабочий элемент, то сам инструмент — это лишь его привод. Этим комментарием мы хотим обратить ваше внимание на то, что нельзя недооценивать важность каждого элемента, как пильного диска, так и инструмента, который его вращает.
Выбор инструмента для редкого использования не так прост, как кажется. Если людям, кому «только разок отпилить», можно смело рекомендовать самый простой диск стоимостью порядка 300 рублей, то с пожеланием типа «хочу пилить одним диском всё» так просто не разобраться. Не существует универсальных дисков, которые бы одинаково хорошо пилили и дерево, и пластик. Диск по дереву и диск для пластика различаются геометрией и углом наклона зубьев, а иногда и их количеством.
Планируя пилить и дерево, и металл, а время от времени и пластик, берите для каждого материала отдельный диск. Если кому-то покажется это нерациональной тратой, то напомним, что срок службы диска при правильной эксплуатации и грамотной своевременной заточке может достигать 10 лет! То есть на самом деле диск — не такой уж «расходник», каким многие привыкли его считать.
По интенсивности эксплуатации пильные диски условно делят на три группы:
Они различаются по качеству реза, износостойкости и, конечно, стоимости.
Тем, кто столяркой занимается эпизодически, «для себя» и не является убеждённым сторонником каких-то определённых брендов, подойдут диски бытового уровня, здесь есть возможность сэкономить достаточно серьёзные суммы.
Мы в своей работе в столярной мастерской давно уже ориентируемся на качество и не экономим на технике, но мы и занимаемся этим профессионально – 24 часа в сутки!
Однако даже наша мастерская на фоне промышленного предприятия выглядит как площадка для отдыха: мы у себя не пользуемся инструментом весь день, не выключая его. А вот на крупном производстве такая картина — обычное явление. И пильные диски там нужны соответствующие, способные обеспечить высокое качество при интенсивной эксплуатации в течение длительного времени.

Штатный пильный диск от аккумуляторной циркулярной пилы DeWALT DCS576N имеет толщину всего 1,6 мм. Прорези присутствуют
Остановимся на дисках по дереву. В связи с разнообразием электроинструмента и станков на рынке, они различаются по наружному и посадочному диаметрам, а также по толщине полотна. Другие отличия — по типу, углу лицевой грани, количеству и виду твёрдого сплава зубьев — ключевые, и требуют особого внимания, но именно от размеров диска и посадочного отверстия зависит, подойдёт ли он вообще к вашей пиле.
Производители часто выпускают одинаковые по всем параметрам пильные диски, но с разным посадочным диаметром под разные модели пил. Плюс для перехода с одного диаметра посадочного отверстия на другой существуют специальные кольца-переходники.

Маркировка максимальной допустимой частоты вращения на примере диска CMT
Очень важно также обращать внимание на технические характеристики вашей пилы — каковы максимальный диаметр пильного диска и частота вращения шпинделя? Ведь каждый диск рассчитан на определённую мощность мотора и использование несоответствующего диска может плохо отразиться на работе техники, перегрузить её. При проверке соответствия характеристик обращайте внимание на маркировку максимальной допустимой скорости вращения, указанную на диске.
Количество, форма и угол зубьев зависят от материала, который вы собираетесь пилить (МДФ, фанера, массив и т. д.), его толщины, а также интенсивности эксплуатации.
К слову, до начала нашей беседы в шоу-руме СМТ Андрей Кирячков помогал выбрать диск клиенту со следующим запросом: пилить он планирует не часто (один-два листа в месяц), материал – фанера толщиной 5-15 мм. Несмотря на то, что это не интенсивное использование, задачи сэкономить не было, поэтому выбор пал на модель диска ITK фирмы CMT — это тонкий диск (1,6 мм) с 64 зубьями. А если бы в списке предполагаемых материалов появилась более толстая фанера (20 мм), то и диск был бы рекомендован уже другой.

Пример диска CMT с попеременно скошенными зубьями
Ещё один пункт для классификации — вид работы: продольное пиление или торцевание. При торцевании количество зубьев обычно больше (50–80). Классическая форма зуба для дерева и фанеры — попеременно скошенный зуб, в народе «раскос». Но есть исключения. К примеру, в багетной мастерской часто пользуются дисками с чередующимися зубьями разной формы («прямой-трапеция»).
Следующий критерий, по которому часто выбирают диск столяры, — чистый рез. И здесь важно отметить, насколько это субъективное определение! От сколов до небольших рисок на торце — у каждого предел совершенства свой. А ведь производители тоже реагируют на разнообразие запросов клиентов, к примеру, у того же CMT есть так называемый диск под склейку (glue line) — для продольного чистого реза ламелей.
Правило «чем больше у диска зубьев, тем чище рез» действует далеко не всегда. Оно может работать для фанеры и другого листового материала, но в плотной древесине (например, в дубе) сопротивление материалу будет тем больше, чем больше зубьев, и «многозубый» диск может поджигать материал.
Вот для примера статистика нашей мастерской:на торцовке у нас стоит диск в 60 зубьев диаметром 260 мм, на погружной пиле — 48 зубьев при диаметре 160 мм, на продольной – 36 зубьев при диаметре 210 мм.
Распространённое количество зубьев для работы с массивом дерева — 12, 16, 24 и 36. Здесь также актуален вопрос, что вам важнее – лёгкость пиления или чистота реза? Эти два критерия тяжело совместить, для лучшего качества мы выбираем большее количество зубьев и принимаем тот факт, что идти пила будет тяжелее. Но если после раскроя вы планируете шпонировать или фрезеровать поверхность — можно брать диск с меньшим количеством зубьев. Для раскроя фанеры предпочтительнее диски от 36 зубьев и выше, но не более 60.
Встречаются монолитные диски, но сегодня рассмотрим диски с твердосплавными зубьями, где для соединения напайки и основной части диска из стали используется серебросодержащий припой.
На современных производствах зубья припаиваются, как правило, на автоматических электроиндукционных паяльных станках. Случаи отсоединения напайки при бытовой и профессиональной эксплуатации крайне редки, но время от времени встречаются при первичной обработке древесины, то есть на лесопилке или крупном деревообрабатывающем производстве. Для ремонта также применяют паяльные индукционные автоматы или газовые горелки.
Немного терминологии: угол атаки (Face angle) — это «лицевая грань» напайки. Толщина зуба, если смотреть сбоку, должна быть одинаковой, а передняя (Face) поверхность зуба должна быть параллельной стенке кармана (Pocket) в корпусе диска, сделанного для установки и пайки зуба. Если это не так, то причин может быть две — или ошибка на производстве (то есть заводской брак), или последствия неправильной заточки.
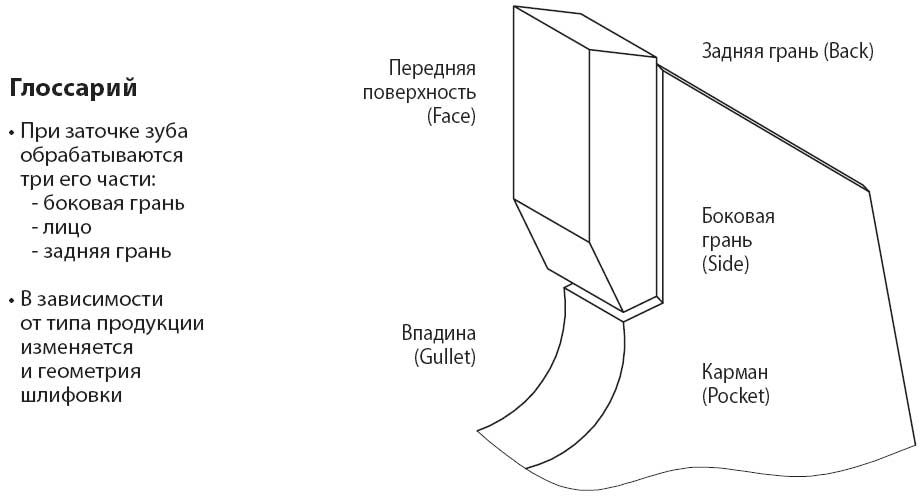
Устройство пильных дисков
На корпусах почти всех современных пильных дисков есть фигурные прорези для компенсации теплового расширения металла. Иногда для этой же цели, а также гашения вибраций в корпусы дисков устанавливают медные вставки — у меди теплоёмкость выше и она больше расширяется при нагревании, чем сталь корпуса диска. Бывают также специальные прорези для гашения вибрации и, соответственно, снижения звуковых колебаний, влияющих и на качество реза, и на здоровье человека.

Фигурные прорези, медные вставки и вальцовка на пильном диске
Ещё один способ снятия внутренних напряжений при тепловом расширении — вальцовка. Она есть на каждом хорошем добротном диске. Визуально и на ощупь это слегка «вмятый» след по концентрической окружности, накатанный примерно посередине между внешней (венцовой) частью диска и его посадочным отверстием. Вальцовка производится накаткой твёрдыми роликами с обеих сторон корпуса диска на специальном станке, тем самым в этом месте корпуса искусственно создаётся напряжение для компенсации теплового расширения при нагревании диска во время работы.
Штамповка — самый простой и дешёвый способ изготовления корпусов дисков из стали, но ни один дорогой и качественный диск так не делают. Корпусы пильных дисков профессионального и индустриального уровней качества вырезают лазером, обычно в среде нейтрального газа (азота), маркировку также можно наносить лазером, но уже на другом, лазерном маркёре.
Недорогой диск отличается «звонким» звуком, если по нему слегка стукнуть, когда он не установлен на оборудовании, а, например, надет на деревянный карандаш. Дорогие диски индустриального качества не звенят, их корпусы сконструированы и изготовлены так, что вибрация гасится максимально быстро.
Диски могут различаться по своему ресурсу, по времени качественной работы между заточками и по допустимому количеству переточек. Чем больше размер твердосплавной режущей напайки на зубе, тем больше заточек выдержит диск. Негласное правило по остатку толщины напайки — 1 мм. Допустимый радиус «скругления» режущей кромки зуба при затуплении — 0,2 мм, после чего требуется заточка.
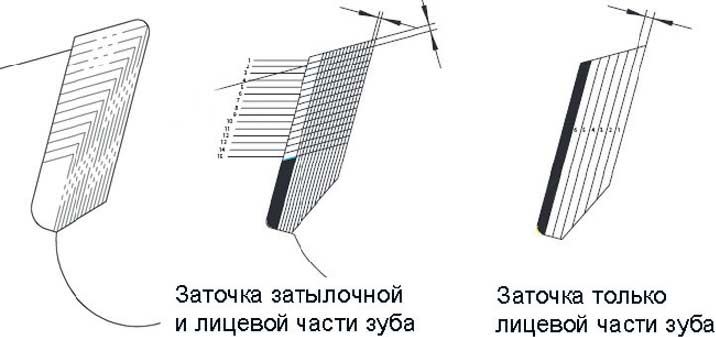
Схемы разных типов заточки зубьев пильных дисков
Заточка производится в специальных сервисных центрах, сделать это самостоятельно в условиях небольшой мастерской практически невозможно. Как понять, что пора отдавать диск на заточку? Если вы чувствуете, что инструмент стал потреблять больше мощности, или если появляется больше сколов при пилении — время пришло. На больших производствах диски регулярно меняют и отдают на переточку, не дожидаясь сколов.
Хорошо заточенный диск можно также определить, проведя по нему рукой навстречу углу наклона зуба (сняв с привода, естественно!) – вы почувствуете, как он слегка «цепляет» кожу. Если диск тупой, то вы ощутите более скруглённые и гладкие зубья. Другой распространённый метод проверки – «на ноготь»: проведите поверхностью ногтя по режущей кромке зуба, острая кромка обязательно будет снимать небольшую «стружку». Тупой зуб имеет закруглённую режущую кромку, и ноготь будет скользить. Ещё один признак тупого диска — прижёг материала.
Отдавая диск на заточку в сервис, уточните, как именно будут его точить. Если только «по лицу» — не соглашайтесь! Правильная заточка диска — по двум, а то и трём граням — зависит от того, какой изначально у пилы зуб. Он может быть прямой или скошенный (тогда у него две грани — передняя и задняя), или трапециевидный (тогда передняя, задняя и три верхние грани).
Чем острее зуб, тем лучше он режет, но тем быстрее потребуется заточка. На диске и на упаковке указывается угол зуба: чем он острее, тем чаще надо затачивать диск.
При пилении различных материалов, особенно смолистых или с большим содержанием клеёв, зубья и корпус пильных дисков покрываются «нагаром», который существенно снижает работоспособность режущего инструмента и ведёт к скорейшему его износу. Регулярная чистка специальными средствами помогает инструменту работать эффективно значительно дольше и с большими периодами между переточками.
Как видите, пильные диски — это целая «вселенная» и, чтобы не затеряться в ней, нужно знать, что и каким инструментом следует пилить. Очень важно не гнаться за универсальностью и отнестись к выбору диска так же серьёзно, как и к выбору инструмента.
Любой, даже самый качественный диск можно быстро испортить при нецелевом использовании, поэтому диск, инструмент, материал и интенсивность эксплуатации должны выбираться в совокупности и балансе друг с другом.
⇒ ЧИТАЙТЕ ТАКЖЕ
Редакция выражает благодарность компании «Центр режущего инструмента» и лично Андрею Кирячкову за помощь в подготовке статьи.
Авторы: Екатерина Меньшикова, Чеслав Швайков (партнёр редакции — «Механические Деревянные Шестерёнки»: www.woodgears.ru).
Статья опубликована в объединённом выпуске «Осень-зима 2017»
журналов «Инструменты» + «Всё для стройки и ремонта» + «GardenTools»
серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.
Ноябрь 2017 г.





















