Интерскол 596x90







Что такое циркулярный станок (он же — циркулярная пила)? Ответ известен каждому, кто имеет хотя бы какое-то отношение к деревообработке, — это инструмент, предназначенный для точной распиловки различных деталей из любых видов древесины. Ключевое слово здесь — «точной»: именно этот параметр отличает станок от ручного инструмента. Станок обязан «уметь» пилить под углом, при необходимости сразу в двух плоскостях, и обеспечивать прямолинейный рез, даже если речь идёт о продольной распиловке толстого 6‑метрового бруса. Должен уметь так аккуратно подрезать две детали под углом 45 градусов, чтобы они состыковались в идеальный прямой угол.
 Следующий вопрос: что нужно, чтобы сделать по-настоящему хороший и высококачественный станок?
Следующий вопрос: что нужно, чтобы сделать по-настоящему хороший и высококачественный станок?
Аппарат можно соорудить и своими руками из подручных электроинструментов. Но ни о какой высокой точности и удобстве речи идти не может, как в процессе создания «шедевра», так и при работе на нём. А если рассматривать такую задачу, как обработка длинных и больших заготовок, то электроинструмент с ней не справится как минимум без серьёзных доработок рабочего места и продуманных способов крепления заготовки.
Совсем другое дело – налаженное серийное производство. Завод с хорошим оборудованием, собственные конструкторские разработки, квалифицированные кадры, полный цикл производства – все эти составляющие позволяют обеспечивать стабильное высокое качество готового товара.
ЧТО ТАКОЕ «НАСТОЯЩЕЕ ЗАВОДСКОЕ КАЧЕСТВО»?
Мы съездили на «Завод Белмаш», расположенный в белорусском Могилёве, и посмотрели, как происходит процесс изготовления и сборки циркулярных станков Belmash CBS. Убедились, что все технологические процессы выстроены таким образом, чтобы исключить «разброс качества», покажем некоторые наиболее интересные моменты. Они наглядно демонстрируют, как и с помощью чего обеспечивается так называемое настоящее заводское качество.
Belmash CBS‑2000 | CBS‑2400
Циркулярные станки

У этих моделей есть три важных преимущества перед конкурентами. Первое — при сопоставимой глубине реза они используют пильный диск значительно меньшего диаметра. А поскольку мощность тоже практически идентична, то скорость подачи при пилении у станков CBS ощутимо выше.
Второе — простота установки пильного диска под углом. Благодаря использованию газлифта удалось уйти от гораздо более сложных конструкций типа червячной или «винт-рейка» передач.
Третье — прецизионная направляющая на продольной распиловке, позволяющая работать с высокой точностью даже с угловым упором.
Заготовка
«Длинные» заготовки (гладкий пруток и алюминиевый профиль) нарезают в размер ленточными пилами (1), обязательно с подачей СОЖ. Обратите внимание на торцы уже нарезанных заготовок для валов — никаких заусенцев, ни малейших признаков побежалости. Металл не перегрет, его свойства не меняются. И к тому же не требуется дополнительная механическая обработка. Ни «болгаркой», ни даже монтажной пилой такого аккуратного реза не добиться.
Листовой металл режут точно по заданному контуру с помощью промышленного лазера (2). На данный момент это самый удобный и экономически выгодный способ раскроя листового металла, особенно когда речь идёт о получении заготовок сложной формы.


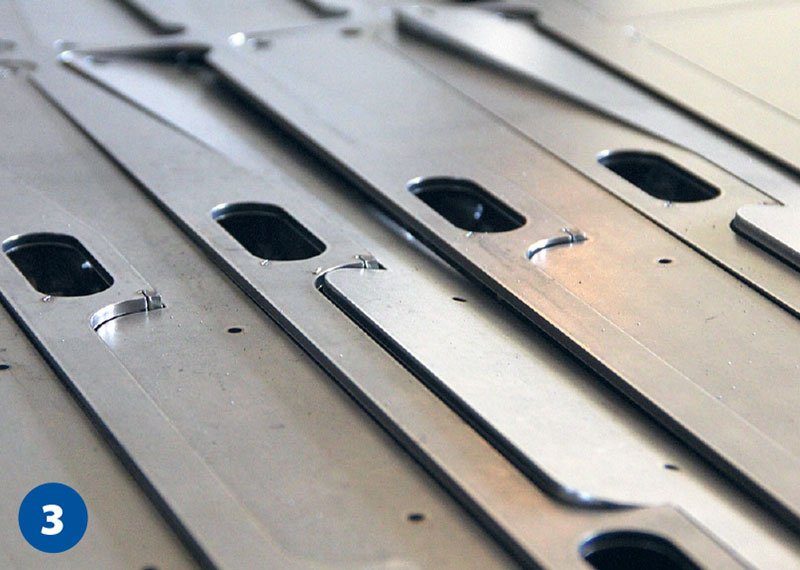
Рез сразу получается очень аккуратным и не требует никакой дополнительной обработки (3).
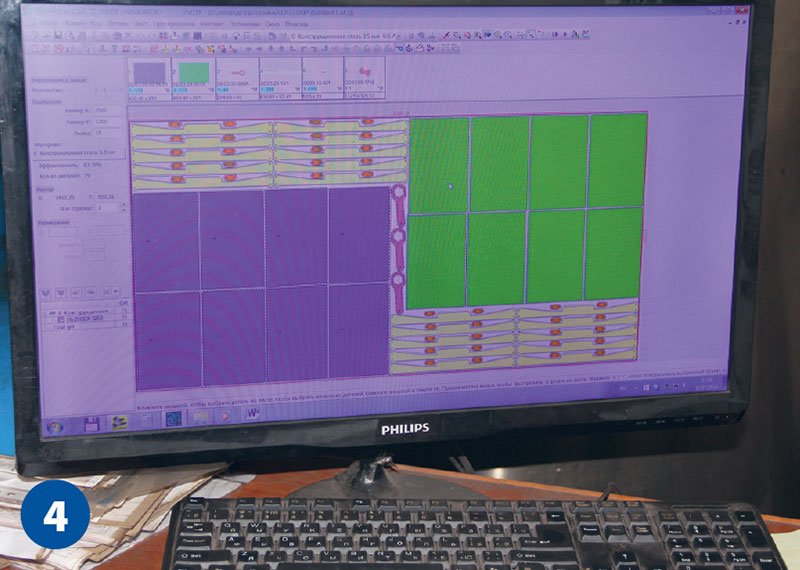
Управление установкой лазерной резки сложностью не отличается. Обычный компьютер (4) и соответствующая программа, которая быстро подбирает наиболее экономичные схемы раскроя листа с минимумом отходов.
Правка столов
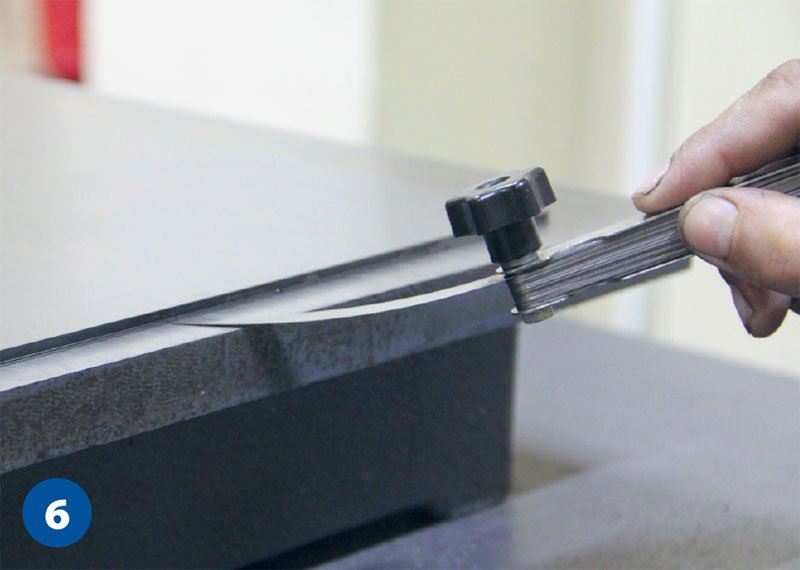
Этот не самый примечательный внешне станок (5) выполняет важнейшую функцию, без которой никак не обойтись. Он правит заготовки. Они могут быть слегка деформированы, небольшой изгиб не заметишь невооружённым глазом, но на точности готового изделия он обязательно скажется. Поэтому заготовки проходят правку, а после неё — проверку на идеально ровной эталонной плите. Зазор между выправленным столом и этой плитой не должен превышать 0,2 мм (6).

Металлообрабатывающий участок
Здесь осуществляются основные операции по обработке металла. Задействовано самое современное и высокотехнологичное оборудование: листогибочные прессы (7, 8), обрабатывающие центры (9, 10), а также станки токарной группы с ЧПУ.




Сварка
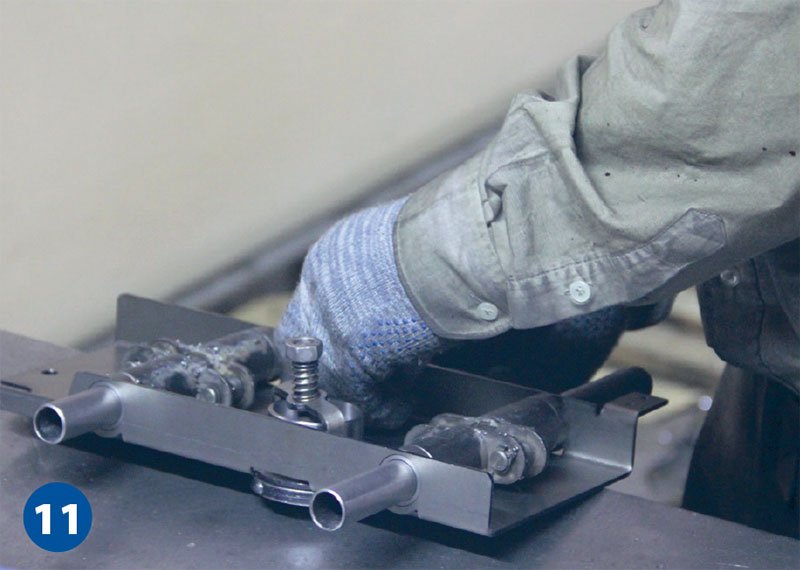
Как нетрудно догадаться, это один из наиболее ответственных участков. Чтобы взаимное расположение соединяемых деталей всегда было одинаковым, их ни в коем случае нельзя сваривать, просто приложив друг к другу. Сварка всех узлов производится в специальной технологической оснастке (11).
И только после этого включают сварочник. Кстати, варят полуавтоматами, сварочной проволокой в среде углекислого газа (12, 13).


Подготовка к покраске
После механической обработки и сварки приступают к покраске. Перед этим детали проходят несколько этапов подготовки. Без них покрытие будет нестойким и станок начнет ржаветь. Сначала детали проходят очистку и обезжиривание. Для этого задействованы большие ванны с реагентами, в которых детали выдерживают в течение небольшого времени (14, 15).


Затем следует ополаскивание и химическое фосфатирование с последующей сушкой направленной струёй горячего воздуха при 80 градусах Цельсия . Только после всех этих процедур детали попадают на линию порошковой покраски: в камеру нанесения порошка (16) и камеру запекания (полимеризации) . Порошковая окраска отличается надёжностью и износостойкостью. Да и выглядит красиво.

Участок литья пластмасс
На термопластавтоматах изготавливаются пластмассовые детали станка различных цветов и прочности. Это достигается путем переработки гранул методом экструзии в специальные пресс-формы. Для изготовления деталей из пластмассы используются два термопластавтомата (17, 18).


Сборочный участок
Здесь происходит окончательная сборка станков из деталей и узлов, поступивших с других участков, а также устанавливаются двигатели, пильные диски и другие комплектующие (19, 20). Затем — обязательные для каждого изделия приёмо-сдаточные испытания, включая обкатку в течение 30 минут. И только после этого станки можно считать готовыми к упаковке и продаже.


Автор: Алексей Меснянкин
Мастер-класс опубликован в объединённом выпуске «Лето 2016»
журналов «Инструменты» + «Всё для стройки и ремонта» + «GardenTools»
серии «Потребитель»
Архив всех выпусков в pdf-формате смотрите здесь





















