Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






Каким аккумуляторным инструментом Вам приходилось работать?
Проголосовало: 1 187
 Практически вся промышленно выпускаемая продукция соответствует стандартам. Стандарты эти могут быть разными – ГОСТ (государственный стандарт) или ТУ (технические условия). Принципиальное различие между ними в том, что ТУ формулирует само предприятие, для себя, и никто другой не обязан соответствовать требованиям, изложенным в этих ТУ. Разве что на добровольной основе. А вот ГОСТ – это чистая «принудиловка», его, скажем так, сверху спускает государство. И предприятие не может отклоняться от требований этого стандарта – или не имеет права указывать на продукции, что она соответствует требованиям ГОСТ. Или соответствуй – или не указывай, никакой свободы манёвра здесь не предусмотрено в принципе.
Практически вся промышленно выпускаемая продукция соответствует стандартам. Стандарты эти могут быть разными – ГОСТ (государственный стандарт) или ТУ (технические условия). Принципиальное различие между ними в том, что ТУ формулирует само предприятие, для себя, и никто другой не обязан соответствовать требованиям, изложенным в этих ТУ. Разве что на добровольной основе. А вот ГОСТ – это чистая «принудиловка», его, скажем так, сверху спускает государство. И предприятие не может отклоняться от требований этого стандарта – или не имеет права указывать на продукции, что она соответствует требованиям ГОСТ. Или соответствуй – или не указывай, никакой свободы манёвра здесь не предусмотрено в принципе.
Бытует мнение, и надо сказать, весьма популярное, что «тёплый ламповый» ГОСТ – вещь очень хорошая, именно потому что производитель не может ничего поменять и делает ровно так, как прописано в стандарте. А вот «буржуйские» ТУ – это уже чистая манипуляция, когда предприятие что-то упрощает, где-то недокладывает, недоливает и вообще всячески экономит. И на выходе получается уже совершенно не то, что могло бы быть по ГОСТ, а нечто гораздо хуже и дешевле. Покупатели недовольны, а «сторонники ТУ» подсчитывают барыши. Проще говоря, то, что сделано по ГОСТ – хорошо, что сделано по ТУ – намного хуже.
Не станем утверждать, что это мнение совсем уж оторвано от реальности, нам доводилось слышать вполне обоснованные аргументы в его поддержку – так что не исключаем, что доля правды в этом есть. Но есть и другая точка зрения, которую обычно во внимание не принимают. ТУ можно внедрять не только для того, чтобы сэкономить, но также и для того, чтобы предложить рынку что-то новое. И заработать уже на этом новом товаре и его продажах, что вообще-то совершенно естественная цель для любой коммерческой компании. ГОСТ – вещь жутко неповоротливая, процедура внесения изменений в эти стандарты крайне забюрократизирована, и на внесение каких-либо изменений нужно время и огромные усилия со стороны заинтересованного предприятия. Которому к тому же придется не только объяснять чиновникам, что именно и почему стоит изменить, но и преодолевать сопротивление других предприятий, выпускающих такую же продукцию – если у тех нет желания менять отлаженные технологические процессы в пользу чего-то нового. В таких случаях другого выбора просто нет – надо отказываться от соответствия ГОСТ и делать по ТУ. Тут уже само предприятие решает, что именно оно будет менять. Но сертификацию и прочие обязательные процедуры, необходимые для допуска нового товара на рынок, проходить всё равно придётся. То есть выпустить что-то, например, небезопасное всё равно не получится.
С учётом этого факта дискуссия между сторонниками ГОСТ и и ТУ выглядит как спор между «тупоконечниками» и «остроконечниками». Каких-то железобетонных гарантий ГОСТ не даёт, а сам факт производства по ТУ отнюдь не является однозначным подтверждением какого-либо мошенничества со стороны производителя. Мы провели любопытный эксперимент, который подтвердил оба этих утверждения.
ВИДЕО

СТАТЬЯ
Тест сварочной проволоки
 Предыстория такова: есть компания ESAB – производитель материалов и оборудования для сварки и резки, в том числе и сварочной проволоки. В ассортименте есть две проволоки, которые практически идентичны по составу и применяются для одних и тех же задач, но одна сделана по ГОСТ, а другая – по ТУ. Речь о проволоках СВ-08Г2С (ГОСТ), и ОК ПРО 51С (ТУ). И есть довольно распространённое мнение, что ОК ПРО 51С хуже, потому что «не соответствует ГОСТ».
Предыстория такова: есть компания ESAB – производитель материалов и оборудования для сварки и резки, в том числе и сварочной проволоки. В ассортименте есть две проволоки, которые практически идентичны по составу и применяются для одних и тех же задач, но одна сделана по ГОСТ, а другая – по ТУ. Речь о проволоках СВ-08Г2С (ГОСТ), и ОК ПРО 51С (ТУ). И есть довольно распространённое мнение, что ОК ПРО 51С хуже, потому что «не соответствует ГОСТ».
Мы взяли обе проволоки, а также ещё одну, другого бренда («Кедр» СВ-08Г2С-О, на упаковке в качестве производителя заявлено ООО «Свармонтажстрой»), которая также соответствует ГОСТ, и решили на практике проверить, где будет больше отличий – между проволоками одного производителя, отличающимися по характеристикам, или между теоретически одинаковыми проволоками разных производителей. Результаты получились любопытные.
Проволоки (ESAB и не только): в чём отличия?
По химическому составу и по сути обе проволоки ESAB, СВ-08Г2С и ОК ПРО 51С, близки. Но СВ-08Г2С изначально проектировалась для сварки в СО2, и поэтому в ней больше марганца (для того чтобы компенсировать его выгорание при сварке в углекислоте). ОК ПРО 51С оптимизирована для работы в смеси газов (82% Аргон+18% СО2). Марганца в ней 1,5% – чуть меньше, чем в СВ-08Г2С (там его 2%), производитель рассчитывает, что при сварке в смеси эта проволока будет работать чуть мягче, и разбрызгивание будет чуть меньше.
Требования ТУ, по которым изготавливается ОК ПРО 51С, по словам представителей ESAB, более жёсткие, чем ГОСТ. По этой причине в изготовленной по ТУ проволоке меньше примесей.
И ещё один момент, касающийся уже возможных отличий между изготовленными по ГОСТ проволоками разных производителей. ГОСТ в принципе допускает разброс параметров, причём довольно широкий. Так что отличия вполне вероятны, причём настолько заметные, что их можно обнаружить при испытаниях.
Методика испытаний
 Обычно мы стараемся исключить все субъективные факторы, чтобы получить максимально объективную картину. Поэтому там, где это возможно, оператора заменяем специально созданными испытательными стендами. Но в случае со сваркой этот подход не работает. Можно было бы подключить робота, но тогда вряд ли что-то удалось бы понять – робот может автоматически подстроиться и всё равно сделает качественный шов практически любой проволокой. И даже если заметит какую-то разницу, то нам не сообщит. Варить нужно вручную, и мы взяли за основу методику, по которой тестировали сварочные электроды. Идея в том, что сварщик работает разными электродами (или проволокой в данном случае) на одной аппарате, варит одинаковые швы и оценивает каждый шов по нескольким параметрам по десятибалльной шкале. Оценивает, естественно, субъективно, опираясь на собственный опыт и ощущения. И при этом он не знает, какой именно проволокой вариант в каждый момент. Получается абсолютно «слепой» тест, что нам как раз и нужно – исключена любая, даже гипотетическая предвзятость с его стороны. Хотя мы специально привлекаем сварщиков, не имеющих отношения к брендам, чью продукцию испытываем, но стараемся исключить даже малейший риск того, что он будет недостаточно объективен.
Обычно мы стараемся исключить все субъективные факторы, чтобы получить максимально объективную картину. Поэтому там, где это возможно, оператора заменяем специально созданными испытательными стендами. Но в случае со сваркой этот подход не работает. Можно было бы подключить робота, но тогда вряд ли что-то удалось бы понять – робот может автоматически подстроиться и всё равно сделает качественный шов практически любой проволокой. И даже если заметит какую-то разницу, то нам не сообщит. Варить нужно вручную, и мы взяли за основу методику, по которой тестировали сварочные электроды. Идея в том, что сварщик работает разными электродами (или проволокой в данном случае) на одной аппарате, варит одинаковые швы и оценивает каждый шов по нескольким параметрам по десятибалльной шкале. Оценивает, естественно, субъективно, опираясь на собственный опыт и ощущения. И при этом он не знает, какой именно проволокой вариант в каждый момент. Получается абсолютно «слепой» тест, что нам как раз и нужно – исключена любая, даже гипотетическая предвзятость с его стороны. Хотя мы специально привлекаем сварщиков, не имеющих отношения к брендам, чью продукцию испытываем, но стараемся исключить даже малейший риск того, что он будет недостаточно объективен.
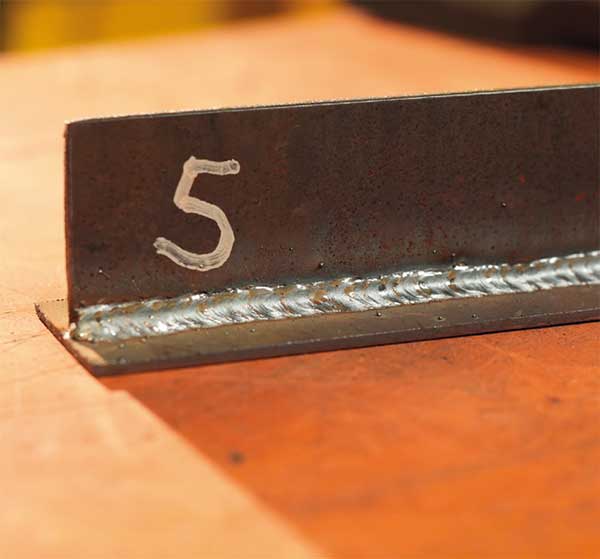
Используемый аппарат – ESAB Rebel EMP 215iC. Работали попеременно на СО2 и на смеси газов. Свариваемый металл – сталь Ст3сп, пластины толщиной 3 и 5 мм, варили тавровый шов. Каждый шов оценивался по нескольким критериям, в числе которых были и его внешний вид, и разбрызгивание, и стабильность дуги – все они указаны в итоговой таблице. Сварщик выставлял оценки по каждому пункту по десятибалльной шкале, в конце испытаний мы вычислили средний балл по каждому пункту, их сумма и стала итоговой оценкой. Чем она выше, тем качественнее проволока.
Результаты испытаний
Мы пробовали разные алгоритмы смены проволоки. Один вариант – сначала испытывали все три проволоки на одном газе, потом меняли газ и снова испытывали те же три проволоки (причём порядок следования определялся случайным образом и не совпадал с предыдущим). Другой вариант – зафиксировать проволоку и менять газ, это позволяет более точно выявить разницу в характере работы каждой проволоки в разных условиях. Ещё раз повторимся, что каждый раз сварщик не знал, какой проволокой варит. Каким газом – знал, потому что клапаны у него почти перед глазами, трудно не увидеть, что подключено. Но мы сочли это несущественным, тем более что понять, на каком газе работаешь, нетрудно и не глядя на вентили — работа проволоки на смеси и на углекислоте совершенно разная. Так вот, меняя алгоритмы, мы старались более досконально выявить отличия в характере работы каждого участника теста. Пока шёл тест, не покидало сомнение, что разницу мы не увидим – сварщик ставил оценки, они где-то отличались, где-то совпадали… результат стал понятен только после того, как были выставлены все оценки, по всем видам газов и материалов.





В таблице указаны средние баллы, полученные каждой проволокой при работе с каждым видом газа. Средние – потому что у нас было несколько испытаний каждого вида. Внизу – сумма, то есть итоговый рейтинг. И он явно демонстрирует два момента. Первый – на смеси все проволоки работают гораздо лучше, чем на СО2. Что, впрочем, ожидаемо – сварщикам этот факт прекрасно известен. Так что этот результат скорее интересен как подтверждение адекватности методики теста.

Второй момент – разница между проволоками есть, весьма ощутимая, и на погрешность измерений её не списать. Если коротко, то ОК ПРО 51С получше СВ- 08Г2С, причём на смеси эта разница становится совсем уж очевидной (напомним, что эта проволока и создавалась именно для работы со смесью газов). И обе «эсабовских» проволоки заметно лучше «кедровской», причём разница явно выражена и на СО2, и на смеси. Хотя это тоже неплохая проволока, и в умелых руках на хорошем аппарате она варит весьма прилично. Но даже на дорогостоящем полуавтомате ESAB Rebel EMP 215iC её довольно сложно настроить, несмотря на наличие синергетического управления, которое подразумевает автоматическую подстройку аппарата к конкретной ситуации – всё равно приходится как минимум подбирать напряжение. С «эсабовскими» проволоками подобного эффекта не наблюдается, они нормально работают сразу, как только выставишь базовые параметры.
Выводы
Можно считать подтверждённым высказанное в начале статьи мнение, что ТУ для предприятия – не средство сэкономить, а способ быстро реагировать на потребности рынка. Изготовленная по ТУ проволока ESAB OK ПРО 51С в нашем тесте получилась даже лучше «гостовской» СВ-08Г2С, сделанной тем же самым предприятием.
Также подтвердилось предположение, что «гостовские» проволоки, сделанные на разных заводах, могут заметно отличаться по качеству. Хотя казалось бы, «всё по ГОСТу»… и наверняка обе проволоки соответствуют ГОСТ, просто разброс регламентированных параметров довольно велик, отсюда и такая разница.
И последний момент – про экономику. Проволока ESAB OK ПРО 51С разработана под смесь, а смесь стоит дороже, чем СО2. Многие сварщики выбирают углекислоту как раз из соображений экономии. Но при этом ОК ПРО 51С стоит дешевле СВ-08Г2С, то есть общий баланс расходов может оказаться сопоставимым. То есть варить этой проволокой в смеси не факт что дороже, чем «гостовской» в углекислоте. А результат намного лучше. Так что рекомендации по применению этих проволок можно сформулировать так:
— СВ-08Г2С – если в техзадании указана именно эта марка проволоки, и если работаете на СО2;
— ОК ПРО 51С – если нет указания использовать проволоку по ГОСТ, и если используете смесь (82% Аргон+18% СО2). Однозначно получите лучший результат.
Тест провёл Алексей МЕСНЯНКИН
Статья опубликована в объединённом выпуске «2023» (№1’2023)
журналов «Инструменты» + «GardenTools» серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.
Октябрь 2023 года