MITEX 2026 596x90






 Испытания – один из основных инструментов продвижения абразивного инструмента, и в первую очередь отрезных дисков: сначала от поставщика в магазин, а потом уже от магазина конечному потребителю. Существует множество вариантов проведения таких тестов, и отнюдь не тайна мадридского двора, что зачастую они оторваны от реальности (а то и вовсе преследуют цель эту реальность исказить). И не имеет значения, вы продавец абразивов, или конечный покупатель – в любом случае полезно иметь хотя бы минимальное представление о том, какие существуют методы испытаний, в чём их плюсы и минусы, и на что стоит обращать внимание, чтобы не оказаться введенным в заблуждение.
Испытания – один из основных инструментов продвижения абразивного инструмента, и в первую очередь отрезных дисков: сначала от поставщика в магазин, а потом уже от магазина конечному потребителю. Существует множество вариантов проведения таких тестов, и отнюдь не тайна мадридского двора, что зачастую они оторваны от реальности (а то и вовсе преследуют цель эту реальность исказить). И не имеет значения, вы продавец абразивов, или конечный покупатель – в любом случае полезно иметь хотя бы минимальное представление о том, какие существуют методы испытаний, в чём их плюсы и минусы, и на что стоит обращать внимание, чтобы не оказаться введенным в заблуждение.
Мы тестируем абразивы уже более 15 лет. Цель тестов вполне обычная: выявить разницу между разными образцами, в идеале ещё и понять, как эта разница сказывается на кошельке покупателя. Но поскольку мы абразивы не продаем (равно как и любой другой инструмент), то можем себе позволить подходить к вопросу объективно. За годы работы сталкивались с разными методами испытаний, и выявили немало манипуляционных практик. В этой статье мы собрали основную информацию о том, какие приёмы используются наиболее массово, как они влияют на результат, и как их можно распознать.
Как выглядит идеальный тест?
Так же, как идеальный абразивный диск. Его не существует. В обычной практике абразивы применяют по разным материалам, используют инструменты разной мощности, разные приемы резки. Логично предполагать, что условия в ходе теста должны быть максимально близкими к условиям эксплуатации, чтобы по результатам испытаний сразу было понятно, чего ждать от диска в реальной работе. Но тогда получается, что наиболее близкий к идеалу тест может быть только под какого-то конкретного клиента, на его материале, с его инструментом и даже его персоналом. Только так можно учесть все нюансы, способные оказать влияние на результат. При прямых продажах так и делают, но это даже чисто экономически целесообразно при больших объёмах продаж, и работает только на того клиента, к кому приехали демонстраторы. Предъявлять эти результаты другому клиенту, у которого другой материал, уже не имеет смысла – там условия совершенно другие.
А с другой стороны, этот «близкий к идеалу» метод – это фактически обычная ручная резка, которая открывает обширные возможности для подтасовки. То есть вроде бы идеал, а вроде бы и нет.
Когда же тест делается в расчете на широкую аудиторию, то получается некая модель реальной эксплуатации. И тут вопрос в том, насколько эта модель близка к некоей хотя бы усредненной реальности. Если тест проводится, например, по арматуре диаметром 12 мм, и круг А оказывается на 20% лучше круга Б… а потом при испытаниях на другом материале или вручную (если до этого тестировали по какой-то другой методике) разница между кругами сохраняется хотя бы на уровне «круг А по-прежнему лучше круга Б, пусть даже отличие не настолько велико» — то это в принципе неплохой тест, потому что такая зависимость сохраняется далеко не всегда.
Основные методы испытаний отрезных дисков
Вот методы, с которыми мы так или иначе сталкивались в своей практике:
— Полностью ручная резка с помощью УШМ;
— Резка на «тумбочках» — полуавтоматических китайских стендах;
— Резка на автоматических испытательных стендах;
— Резка с помощью УШМ и различными приспособлениями, регулирующими нагрузку.
Ручная резка
Самый простой в плане организации и самый распространенный метод. И наиболее манипуляционноёмкий, назовем это так – здесь возможностей подтасовать результат огромное количество.
Распространенные ошибки:
— Резать не до фланца, а ограничить количество резов (например, делать по 10 резов, и потом измерять остаточный диаметр);
— Резать с нарушением техники:
— с большим вылетом незакрепленной части заготовки;
— удерживая УШМ одной рукой;
— статично, без возвратно-поступательного движения.
Три распространенных «профессиональных» метода манипуляций:
— «Задушить» конкурента (основан на нарушении оптимальной техники резки);
— Создать идеальные условия для своей продукции, при этом далёкие от реальной эксплуатации (например, резать даже относительно тонкую арматуру по несколько минут, короткими «чирканьями», чтобы минимизировать нагрев в зоне реза);
— Специально подготовить круги для теста (методика подготовки разная для своих и конкурентных образцов).
«Спецподготовка» кругов, по данным наших тестов, может дать падение или прирост ресурса до 50%. Основана на свойстве кругов терять ресурс при контакте с атмосферным воздухом – они впитывают влагу. Свои круги можно подсушить, конкурентные – наоборот, подержать в условиях повышенной влажности. Визуально разница не заметна, а результаты будут разниться кардинально.
Попытка «задушить» — уменьшение ресурса в 2 и даже 3 раза только за счет манеры резки. Отличия вряд ли будут заметны стороннему наблюдателю, даже если он находится рядом. Если же речь про видео, да ещё и с музыкой вместо звука инструмента, то даже при трансляции в прямом эфире, когда зритель может считать количество резов, возможности подтасовать результат огромные.
Сюда же можно отнести ситуацию, когда круги тестируют в неправильных условиях. Например, когда материал закрепляют с огромным вылетом, расстояние от плоскости реза до точки крепления заготовки очень велико. В этом случае заготовка неминуемо будет вибрировать, и это сокращает ресурс круга.
Создание идеальных условий для своей продукции… по нашим наблюдениям, это тоже разы. Однако эти два метода между собой не особенно совместимы, разница в манере резки очень велика и легко заметна даже непрофессионалу.
Чек-лист: на что обращать внимание при ручной резке
| Что видим | Что происходит |
| Резка материала с большим вылетом (большое расстояние от линии реза до точки фиксации заготовки) | Такая техника сильно сокращает ресурс круга. При правильной манере резки (фиксация заготовки максимально близко к линии реза, удержание инструмента двумя руками) результат должен быть существенно выше. Если результат низкий – скорее всего, это просто незнание техники. Но если при этом заявляют высокий результат — есть веские основания сомневаться |
| Оператор держит УШМ одной рукой | |
| Ограничивают количество резов (например, не более 10, и потом измеряют диаметр) | Такая методика не выявляет ресурс круга. Кромка может быть твердой и держаться достаточно долго, а потом круг начнет очень быстро «таять». Более точный результат получается, если резать хотя бы до остатка 100 мм, проверяя ресурс круга по всему объёму |
| Очень слабый и прерывистый поток искр, длительное время реза | Оператор старается вытянуть ресурс круга на максимум, поэтому режет короткими «чиркающими» движениями, чтобы максимально снизить температуру в зоне реза. Это логично с точки зрения ресурса круга, но на практике так вряд ли кто-то работает, особенно если речь о стройке и производстве. Резать один арматурный пруток по несколько минут – это явно оторвано от реальности, как бы демонстраторы не доказывали обратное |
| Сноп искр статичен, угол между направлением вылета и землей не меняется | Неправильная техника резки, оператор не смещает горячую точку в толще металла. Температура в зоне реза выше, круги расходуются быстрее. Если такая картина для всех кругов – это просто неправильный подход. Если для одних кругов сноп статичен, а у других угол вылета периодически меняется – это манипуляция |
| Очень мощный поток искр. Угол между направлением их вылета и, скажем, землей не меняется | Весьма вероятно, что оператор «душит» круг: давит на него насколько это возможно. Пятно контакта остается на одном и том же месте, двигаясь только по мере прорезания заготовки. Температура в зоне реза очень высокая, смола разрушается быстрее, ресурс круга быстро сокращается |
| «Короткий» поток искр – расстояние, на которое они летят, вдруг сокращается | Если УШМ с регулировкой оборотов – не исключено, что оператор подкрутил регулятор, снизив скорость. Уменьшение оборотов на 1000 об/мин дает падение ресурса на 5-10%. Снижение оборотов на 1500-2000 об/мин может быть не различимо на слух для внешнего наблюдателя, и уже тем более неразличимо для зрителя, смотрящего видео |
| Разная длина отрезаемых заготовок | В рамках теста одного круга – ок, это просто оператору безразличен расход материала. Но если длина отрезаемых заготовок разная у разных дисков, то велика вероятность манипуляции. Чем тоньше отрезаемая заготовка, тем выше температура в зоне реза – меньший объём металла поглощает меньше тепла. Кругами конкурента режешь очень тонкие блинчики, своими – толстые… это тоже позволяет подтащить результат в нужную сторону |
| Слабый поток искр, внезапно возникшее облако пыли | Очень некачественный круг, либо же «спецподготовка» — круги долго держали в условиях избыточной влажности |
| УШМ зажата в стойке, подача круга в зону реза вручную | В целом нормально, отрезные пилы так и работают в принципе. Но очень желательно иметь возможность контролировать потребляемый ток. У оператора есть возможность практически незаметно для окружающих менять усилие на рычаге, тем самым усиливая или ослабляя давление на круг. Мы делаем такие тесты с контролем тока, меняя усилие на рычаге, чтобы инструмент работал на номинальной мощности, без превышения. Это позволяет выявить разницу в производительности кругов |
«Тумбочка»: китайские полуавтоматические испытательные стенды
Внешне такие стенды и впрямь напоминают тумбочку. Идея вроде бы красивая: режет болгарка, установленная на специальной станине, но и подача круга в зону реза, и подача заготовки осуществляются автоматически, причем настраивается и скорость подачи, и длина отрезаемой заготовки. Можно настроить необходимое количество резов и идти пить чай, машина сама всё сделает и даже распечатает чек с отчетом.

Китайский испытательный стенд. Автоматический, красивый, удобный… но выдаёт результаты, оторванные от реальности
Но есть тонкий момент. Программа задаёт скорость подачи круга, не усилие. И обратной связи по току у этих стендов нет – во всяком случае, у тех, с которыми мы сталкивались. Будет ли УШМ работать с перегрузкой, или наоборот, недогружена – зависит от режущей способности круга и системой управления никак не учитывается. Она просто давит, а как уж там круг себя чувствует – системе безразлично. В итоге получаем очень высокую температуру в зоне реза, и вероятно большое давление на круг – а это условия для ускоренного (причем очень сильно ускоренного) сокращения ресурса. То есть эти стенды фактически просто «душат» круг, потому что не адаптируются к его реальной режущей способности.
Если же, наоборот, поставить низкую скорость, то можем получить сильный нагрев без высокого давления. Деталь нагревается в месте реза, а поскольку вся эта конструкция очень стабильна, без колебаний и раскачивания, то пропил получается очень узким, ровно по ширине круга. При погружении в материал края пропила расширяются, смыкаются и начинают прихватывать круг. В итоге трение ещё больше усиливается, нагрев становится ещё сильнее. А при высокой температуре происходит так называемая тепловая деструкция смолы. То есть быстро резать – плохо, медленно резать – тоже плохо. Какие настройки оптимальны – неизвестно, и есть веские основания полагать, что для разных дисков они должны быть разными. Но такая система не в состоянии это учесть. Мы много раз пытались подобрать оптимальный режим и так и не смогли это сделать.
Кстати, полуавтоматическими мы называем эти стенды именно потому, что у них нет обратной связи по току. Они не чувствуют, как работает круг. Формально-то они называются автоматическими, но на наш взгляд, не дотягивают они до такого статуса.

Результаты испытаний отрезных дисков на стенде-«полуавтомате» и вручную. Корреляция отсутствует
Мы проводили эксперименты с целью понять, есть ли зависимость между испытаниями на «тумбочке» и вручную. Брали одинаковые круги, один и тот же материал, и резали, сравнивали. На графике результаты… и между ними нет вообще никакой связи.
Есть в математике такое понятие, как коэффициент корреляции. Этот параметр может принимать значение от минус единицы до единицы. Минус единица означает, что две кривые идут строго в противофазе – когда одна растет, другая падает. Единица – наоборот, абсолютно синхронное поведение двух кривых, растет одна – тут же растет и другая. Конкретно в этом примере коэффициент корреляции – 0,04. Это означает полное отсутствие какой-либо связи, два графика колеблются абсолютно хаотично.
На практике это означает, что тест на таком вот стенде невозможно соотнести с реальностью. Если здесь один круг получается лучше другого, то при реальной эксплуатации запросто может оказаться наоборот. И делать выводы на основе такого теста как минимум рискованно, это касается и магазинов, и собственно импортеров, кто заказывает круги для своей линейки СТМ.
Автоматические испытательные стенды
Такие делают итальянцы, компания Davide Maternini Spa, например. Они есть на Лужском абразивном заводе, мы их также видели на заводе Herman в Словакии. По своему принципу они похожи на китайские «тумбочки», но в качестве привода там электродвигатель, а не УШМ – во всяком случае, на «Луге» это было так. Есть ли там обратная связь по току – не исключено, но поручиться не можем. Много времени прошло.
Луга, естественно, этот свой стенд очень хвалила, и нас критиковала за наше оборудование, которое мы в то время использовали. А у нас был отрезной станок с гидравлической подачей, где тоже фиксируется именно скорость, и точно нет обратной связи по току. Там просто гидравлика, ей дали команду давить – она и давит. Включение и выключение подачи круга, и подача заготовки в зону реза – это все было вручную. По сравнению с автоматизированными стендами всё это было долго и утомительно. Но интересно при этом, что корреляция результатов с автоматическим стендом была практически полной. Мы в 2015-м году проводили тест отрезных кругов диаметром 230 мм на двух площадках – сначала на ИСМА, потом на Луге. Одни и те же круги, но материал разный, арматура и пруток разного диаметра, на ИСМА потолще. И вот график с результатами, видно, что кривые колеблются синхронно. Коэффициент корреляции 0,97 – практически единица, то есть полное совпадение. Мы на допотопном стенде ухитрялись получать результаты с точностью не хуже, чем на итальянских автоматах.

Сравнение результатов, полученных на автоматическом испытательном стенде (Луга) и стенде с гидравлической подачей (ИСМА). Коэффициент корреляции 0,97 – полное совпадение
Почему же тогда на китайских стендах картина не настолько благостная, и результаты не так стабильны? Даже если предположить, что на итальянских стендах есть обратная связь по току, то ведь тот старый стенд, что мы на ИСМА использовали когда-то, тоже не имеет такой обратной связи, а давал такие же результаты. Предполагаем, что на нашем стенде температура в зоне реза была не настолько высокой – при ручной подаче частота резов получается ниже, и у нас стенд более открытый. Камера, в которой рез происходит, у нас намного больше по объёму, охлаждение лучше, а нагрев меньше, потому что частота резов ниже. Заготовка успевала остывать. Высокая температура сильно сокращает ресурс круга, об этом мы уже упоминали. На китайских испытательных стендах очень маленький объём рабочей камеры, изначально нет продувки, а частота резов очень высокая – и нагрев там, полагаем, гораздо выше. Эту гипотезу, возможно, стоило бы проверить, но мы уже перешли на стенд другого типа, и этот вопрос больше не актуален.
Использование приспособлений для регулировки нагрузки
Это вариант, когда в качестве привода круга используется УШМ, но подача круга в зону реза не вручную, а с помощью каких-то приспособлений, исключающих боковую нагрузку и стабилизирующих подачу. То есть исключающих наиболее распространенные субъективные факторы. Мы как раз такой подход используем, иногда он встречается у блогеров. Кстати, в таких случаях материалы бывают как минимум на первый взгляд вполне серьезными. Даже если нагрузку создает какая-нибудь гиря на веревке – все равно получается довольно точно. Мы и сами сейчас гирю используем, но это для теста пильных дисков. И уже делаем новый стенд, на пневматике – это должно повысить скорость, но точность как минимум не ухудшится.

Испытательный стенд редакции «Потребителя» с пневматической подачей круга в зону реза – фиксируется не скорость, а усилие подачи
А для теста абразивов мы используем стенд, изготовленный из электрического плиткореза. Вместо штатного двигателя на каретке установлен держатель для УШМ, с винтовой регулировкой глубины погружения. Режем лист толщиной 1,2 мм. Выбор материала имеет принципиальное значение: мы старались подобрать такой вариант, на котором нагрев в зоне реза был бы минимальным. У листа по сравнению с любым другим материалом очень большая площадь поверхности, и очень маленькое пятно контакта, которое к тому же быстро движется. Поэтому тепла выделяется немного, и рассеивается оно очень быстро. И мы как раз сводим к минимуму эффект разрушения связки от перегрева.
Зачем это нужно? Правильная методика резки подразумевает постоянное возвратно-поступательное движение болгаркой вперед-назад. Это делается как раз для рассеивания тепла – горячая точка смещается туда-сюда в толще разрезаемого материала, и это позволяет хоть немного, но снизить температуру. Плюс при таком движении даже у человека с самой твердой рукой будут хоть минимальные, но колебания в стороны, из-за которых пропил будет чуть шире, чем при резке на автомате. Поэтому края реза при нагреве не будут закусывать диск. Можно было бы попытаться добиться такого же эффекта и на другом материале, например, арматуре… но мы пошли более простым путем и использовали лист.
Впервые мы задействовали этот стенд для тестов в 2016 году. Тогда испытания проводили сразу на трех материалах: уголок 40х40х3 мм, гладкий пруток 16 мм, и лист 1,2 мм толщиной. Вот результаты сразу по всем материалам. Видно, что кривые ведут себя как синхронистки в бассейне – абсолютно одинаково. И коэффициент корреляции подтверждает, он здесь не ниже 0,83. То есть переходим от одного материала к другому, а результат принципиально не меняется – круг А все равно лучше круга Б.

Результаты испытаний по трем материалам: уголок, пруток и лист. Коэффициент корреляции не ниже 0,83 – очень хорошее совпадение. То есть результаты, полученные на листе, можно смело экстраполировать на другие виды материалов
Для максимальной уверенности оставалось проверить только одно – насколько сильно отличаются результаты при ручной резке листа, и резке такого же листа на стенде. Мы провели такой эксперимент, и получили полное подтверждение адекватности методики. На графике – результаты испытаний. Для каждого диска указаны два значения – одно получено методом ручной резки, другое – на стенде. На стенде получается стабильно больше, одинаково получилось только в одном случае. И разброс при резке на стенде явно больше, что говорит о более высокой разрешающей способности этого метода. Стенд более надежно «ловит» разницу между кругами разных брендов, даже если она выражена не очень сильно. При ручной резке мы бы могли счесть их одинаковыми, а стенд точно показывает, какой лучше, а какой хуже.
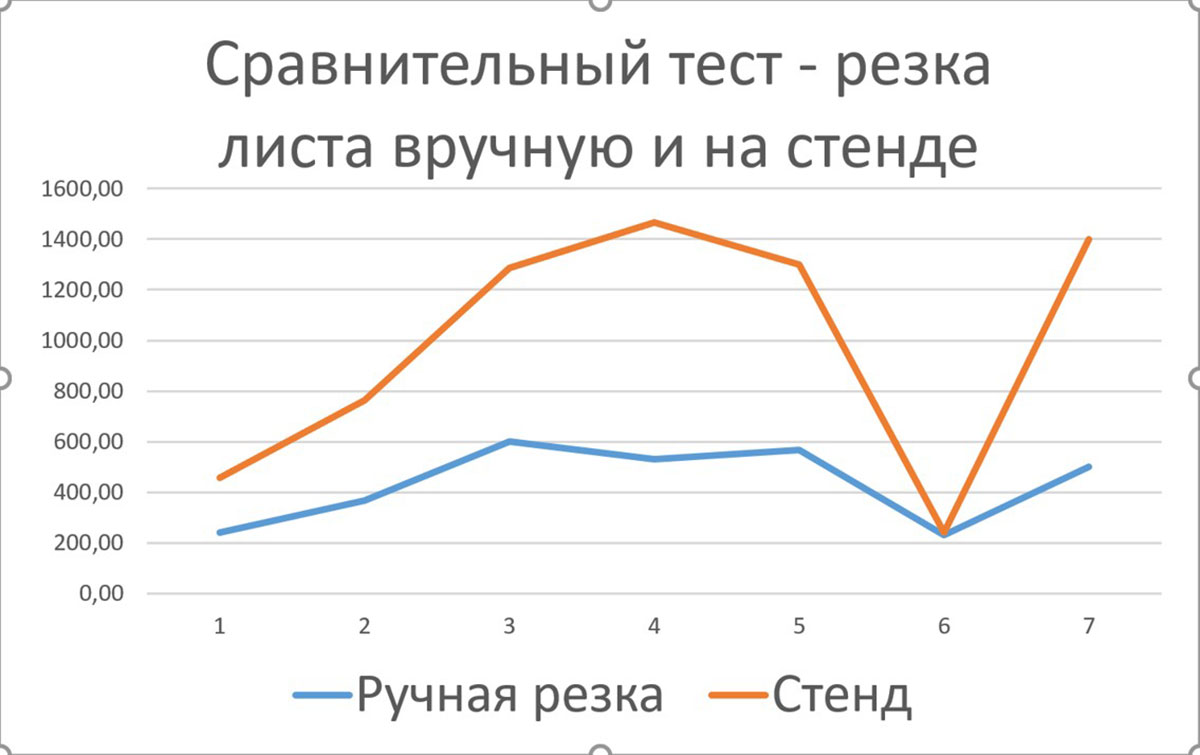
Результаты резки листа – вручную и на стенде. Корреляция полная, и у стенда разрешающая способность явно выше
⇒ ЧИТАЙТЕ ТАКЖЕ
Тест абразивных отрезных дисков 125х1,0 и 125х1,2 мм
Выводы
— Ручная резка оставляет обширные возможности для манипуляций. Как минимум часть их можно распознать при внимательном наблюдении. На что именно смотреть, и как трактовать картину – указано в нашей статье;
— Полуавтоматические стенды выдают результат, оторванный от реальности. Принимать на их основе решения, тем более связанные с существенными финансовыми затратами, может быть рискованно;
— Автоматические стенды – хорошая точность, но их почти нет;
— Испытательные стенды на основе зафиксированной УШМ и дозированного усилия (не скорости!) подачи – высокая точность и минимум возможностей для манипуляций.
Автор: Алексей МЕСНЯНКИН
Ноябрь 2025 года











