Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






 Этот мастер-класс посвящён довольно редкому, но в настоящее время модному и набирающему популярность виду деревообработки — брашированию. Вернее, даже не самой работе, а переделке шлифовального станка Jet 10–20 Plus в брашировальный. При использовании такого станка браширование окажется очень простой и быстрой операцией. Ну а какие предметы можно сделать с его помощью — зависит только от фантазии владельца.
Этот мастер-класс посвящён довольно редкому, но в настоящее время модному и набирающему популярность виду деревообработки — брашированию. Вернее, даже не самой работе, а переделке шлифовального станка Jet 10–20 Plus в брашировальный. При использовании такого станка браширование окажется очень простой и быстрой операцией. Ну а какие предметы можно сделать с его помощью — зависит только от фантазии владельца.
В качестве мастера традиционно выступил Александр Брюкнер, специалист по деревообработке компании «ИТА-СПб» (представительство Jet в России). Ну а в роли класса — московский торгово‑выставочный зал компании.
Технология браширования
Если при шлифовании стремятся обеспечить гладкость обрабатываемой поверхности, то задача браширования — проявить структуру и рельеф древесины (после обычного шлифования она «теряется»). Волокна дерева имеют разную плотность, направлены по-разному, если удалить с поверхности заготовки слой относительно мягкой «летней» древесины, получится немного неровная поверхность, структуру которой легко дополнительно раскрыть при помощи лаков или восков. Кстати, браширование применяют и для искусственного «состаривания» поверхностей: гладкая древесина спустя десятилетия становится неровной — менее плотные волокна «усыхают».
Но такого же эффекта реально достичь и за минуты, обработав поверхность специальными щётками. Для таких работ применяют или дорогие промышленные станки, или ручной электрический инструмент. Первое дорого, второе недостаточно производительно и не даёт стабильного результата, к тому же щётки быстро изнашиваются (срок их службы — не более нескольких десятков квадратных метров).
«Брашировальный комплект», который можно поставить на шлифовальный станок Jet 10–20 Plus, — золотая середина между этими вариантами: стоимость и станка, и «расходки» сравнительно невелика, производительность — на недоступном ручному труду уровне, а заявленный ресурс щёток — не менее тысячи квадратных метров.
Барабанный шлифовальный станок Jet 10–20 Plus
 ПИТАНИЕ: однофазная сеть 230 В (50 Гц)
ПИТАНИЕ: однофазная сеть 230 В (50 Гц)Назначение этого станка в базовой комплектации — шлифование при помощи абразивной ленты. Лента (её можно нарезать и самому) крепится на барабан при помощи специальных зажимов, конструкция механизма крепления обеспечивает плотную намотку и натяжение ленты по мере износа.
Шлифовальный узел расположен консольно — широкую заготовку реально обработать с двух сторон. Имеется транспортёрный механизм с регулируемой скоростью подачи, приводящийся в движение отдельным двигателем. Высота барабана относительно вала меняется при вращении «маховичка».
Преимущества станка в сравнении с ручной шлифовкой — высокое качество и повторяемость параметров, в зависимости от зернистости ленты можно проводить разные работы — от калибровки до финишной шлифовки. А с использованием опционного комплекта — выполнять браширование.
Переналадка
Комплект для брашировки состоит из вала и сменных щёток. Для переоборудования станка из шлифовального в брашировальный придётся немного поработать инструментом. Не обойтись без него и при замене одной щётки на другую, но объём работы гораздо меньше: брашировальный вал остаётся тем же, достаточно сменить только щётку.
Чтобы снять шлифовальный барабан, сначала потребуется частично разобрать станок — демонтировать опору, в которой закреплён его подшипник. Для этого надо отвернуть винты на её торце (1), задний защитный кожух и ослабить винты муфтового соединения между валом двигателя и барабаном. Показывать отворачивание каждого винта нет смысла — переходим к результату (2).


Подшипник и механизм регулировки подпружиненных верхних прижимных валов пока ещё закреплены на опоре, валы установлены на втулках — это стоит отметить, а вот терять втулки не стоит. Отворачиваем гайки крепления фланца подшипника, с помощью съёмника выпрессовываем фланец вместе с подшипником (3).

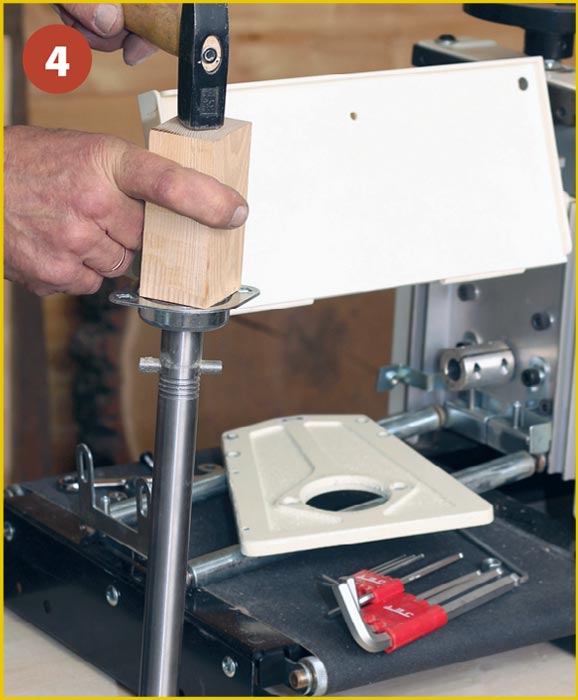
Переходим к сборке. Берём «щёточный» вал и через деревянную подкладку запрессовываем на него подшипник (4). Ставим вал в опору и с другой стороны надеваем на него щётку-валик для брашировки (5). Для фиксации щётки на валу имеется два винта. Затягиваем их ключом-шестигранником (6). Собственно, важен тот винт, который оказывается «рядом с подшипником» — именно он входит в проточку на вале, обеспечивая фиксацию.


В дальнейшем, чтобы обеспечить постоянную высокую производительность и равномерный износ, щётку время от времени рекомендуется переворачивать — тогда будет задействован второй винт (7). Направление вращения при первой установке щётки указано стрелками на её торце.


Далее собираем всё в обратном порядке. Крепим фланец подшипника вместе с механизмами прижимных валов, зажимаем муфтовое соединение вала двигателя (8), крепим обратно опору подшипника (9) и задний кожух (10).


Заметим, что объём работ для смены одной щётки на другую гораздо меньше. Достаточно ослабить соединение вала, винты крепления щётки и две гайки крепления подшипника (или оставить подшипник на месте и снять его вместе с опорой).
Щётки
 На фото (11) показан станок Jet 10–20 Plus с комплектом различных щёток, предлагаемых к нему. Слева направо: щётка со стальным свитым в жгуты латунированным ворсом, «штатный» шлифовальный барабан станка, щётка с полимер-абразивным ворсом. На станок была поставлена щётка с «просто» стальным латунированным ворсом (не свитым в жгуты).
На фото (11) показан станок Jet 10–20 Plus с комплектом различных щёток, предлагаемых к нему. Слева направо: щётка со стальным свитым в жгуты латунированным ворсом, «штатный» шлифовальный барабан станка, щётка с полимер-абразивным ворсом. На станок была поставлена щётка с «просто» стальным латунированным ворсом (не свитым в жгуты).
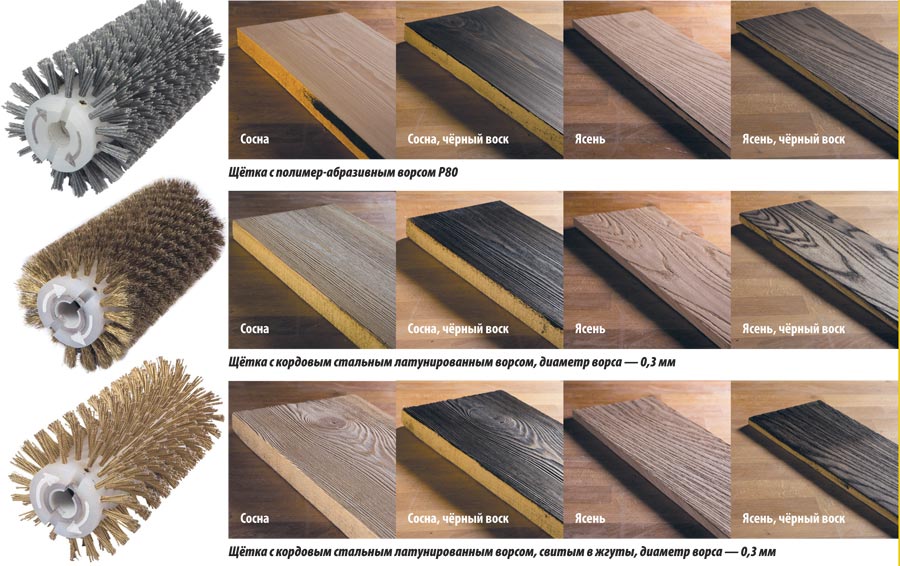
Щётки с полимер-абразивным ворсом предлагаются в нескольких разновидностях, которые различаются зернистостью абразива (Р46, Р60, Р80, Р120).
Официальный российский сайт Jet (эксклюзивный представитель Jet в России — компания «ИТА-СПб»): www.jettools.ru
Автор: Максим Грибоедов
Мастер-класс опубликован в объединённом выпуске «Весна 2016»
журналов «Инструменты» + «GardenTools» + «Всё для стройки и ремонта»
серии «Потребитель»
23 июня 2016 г.