MITEX 2026 596x90






«Они нарежут, сколько смогут, мы — сколько захотим!» — под таким девизом наша редакция провела турнир в рамках теста отрезных кругов. Мы наглядно продемонстрировали, что ручная резка — процесс далеко не однозначный, и опытный резчик при желании может очень сильно сыграть как в сторону увеличения количества резов, так и в сторону уменьшения.
Возникает закономерный вопрос, а как работать правильно и с максимально высоким результатом? Вроде бы, всё очень просто. Но… Главный технолог завода «ИСМА» Дмитрий Васильев рассказал, что для получения обратной связи он периодически лично выезжает на объекты к крупным клиентам и регулярно видит ошибки пользователей при работе с абразивами. Мы проанализировали типичные проблемы и подготовили инструкцию, как работать с отрезными и шлифовальными кругами правильно.
ОТРЕЗНЫЕ ДИСКИ
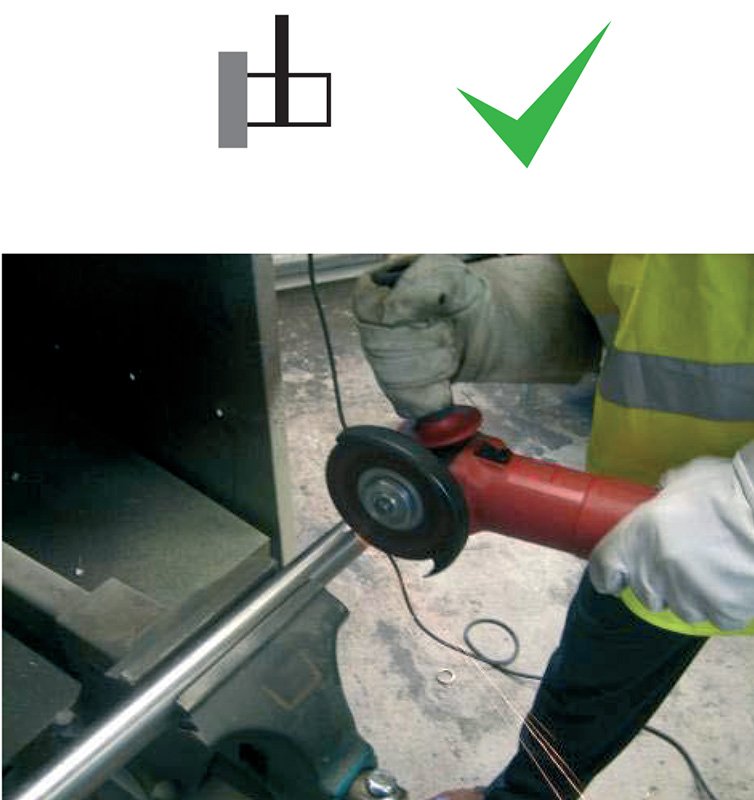
Правильная техника резки
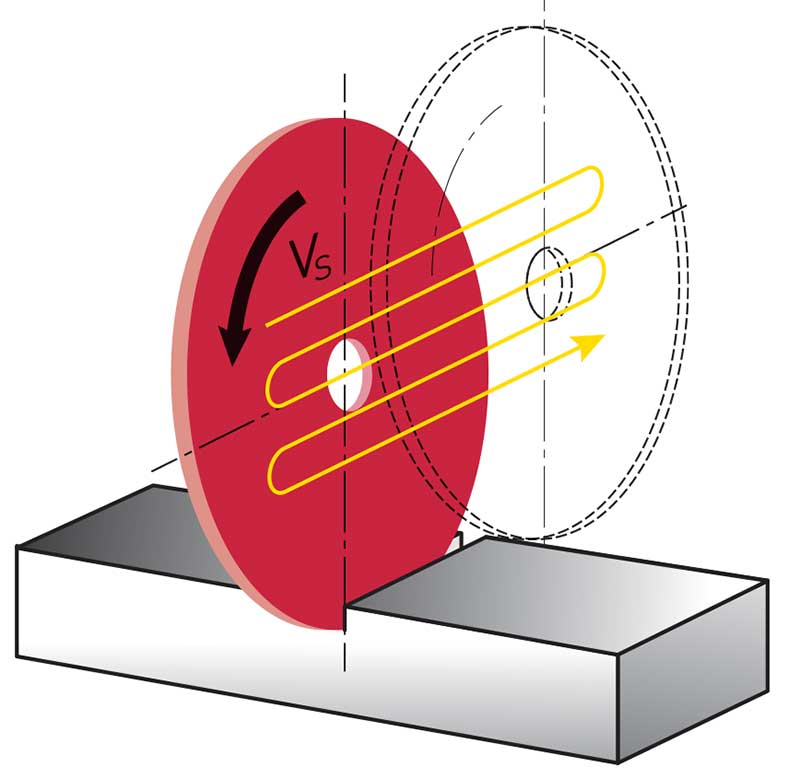
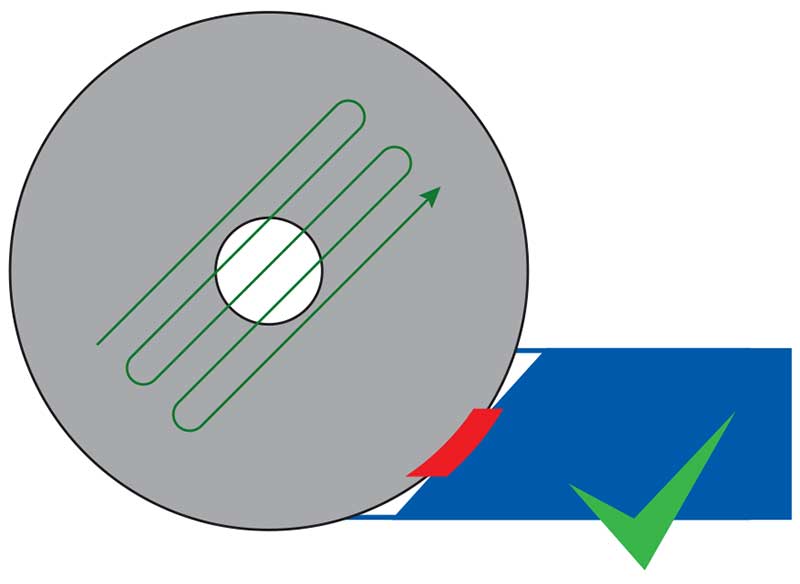
Возвратно-поступательная техника. Отрезной диск двигается вперед-назад с относительно высокой частотой пока давление на УШМ не высокое.
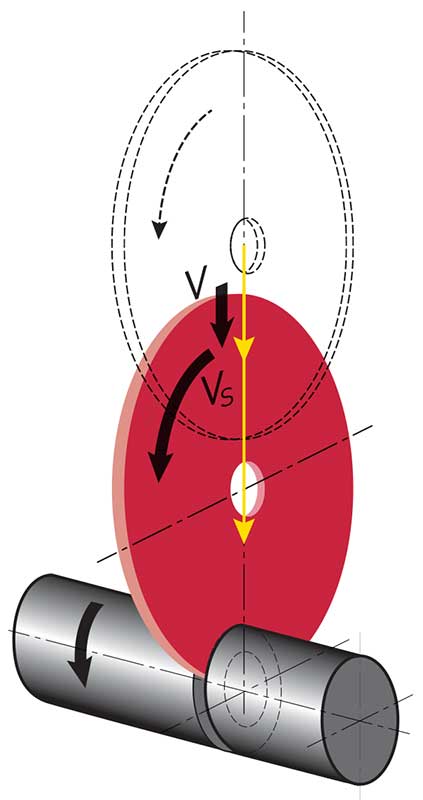
Вращательная техника. Для резки заготовок с большой площадью поперечного сечения с использованием дисков относительно маленькой толщины: заготовка вращается вокруг своей оси.
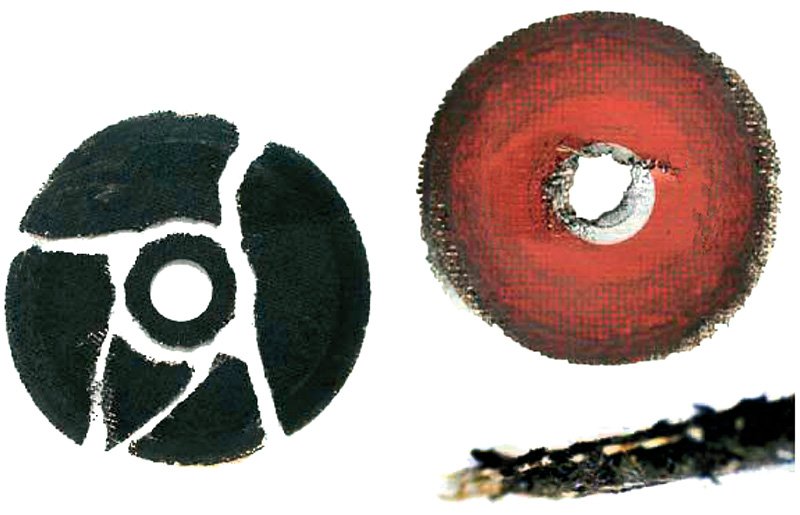
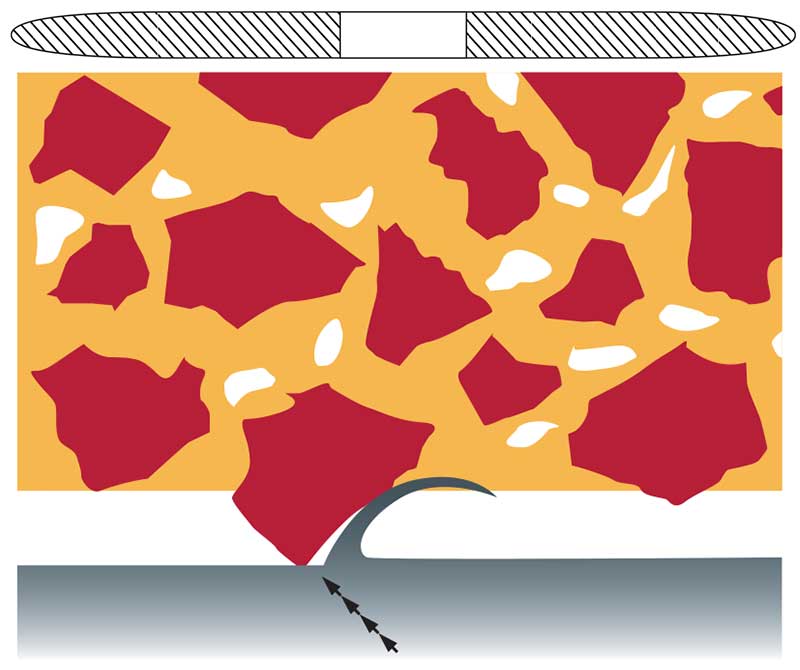
Проблема 1. Разрушение по периметру: части, обычно V-образные, вырываются по периметру диска.
Возможная причина. Подобные разрушения по периметру обычно связаны с «закусыванием» диска в месте реза, т. е. диск зажимает и шлифмашина мгновенно стопорится. Обычно причиной данного разрушения является неправильно закрепленная заготовка. Чем дальше место реза находится от места фиксации заготовки, тем выше будет вибрация.
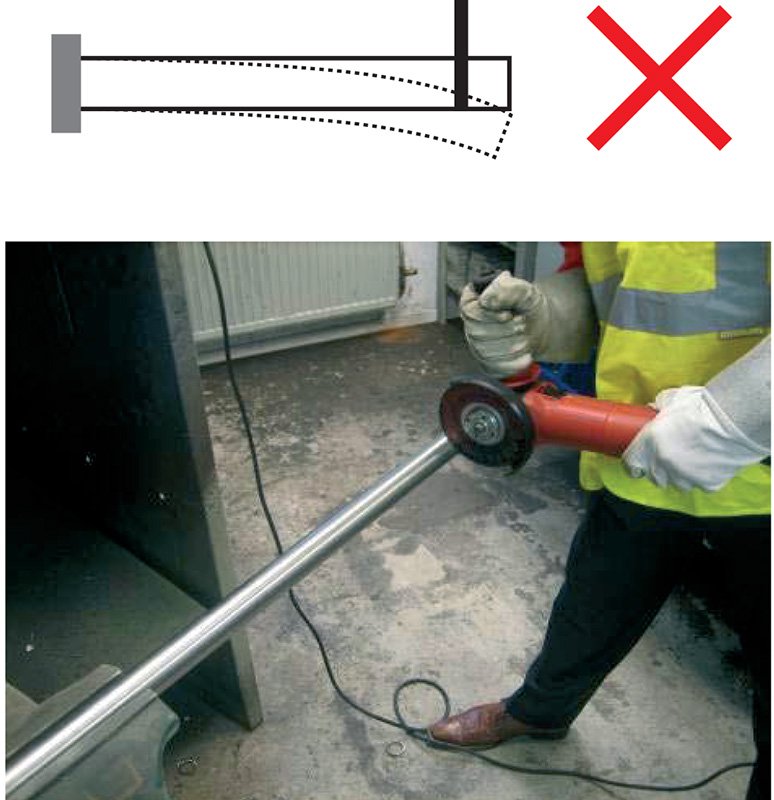
Устранение. Сколов можно избежать, используя поступательный метод реза — легкое движение инструмента вперёд-назад. Заготовка должна быть закреплена как можно ближе к точке реза, следует избегать излишнего расстояния между точкой прижатия детали и местом её реза.
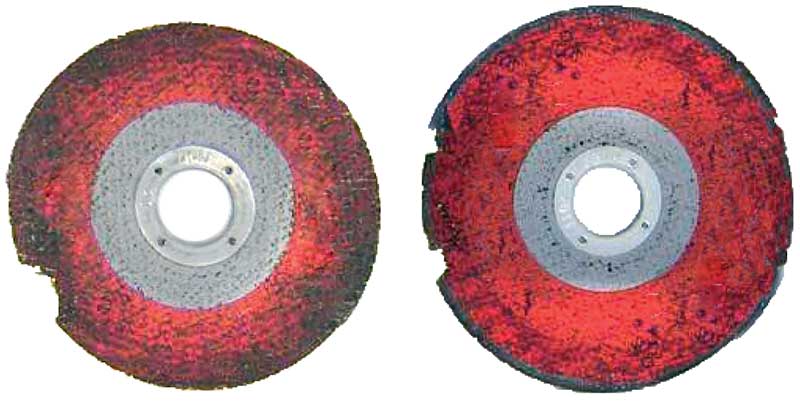
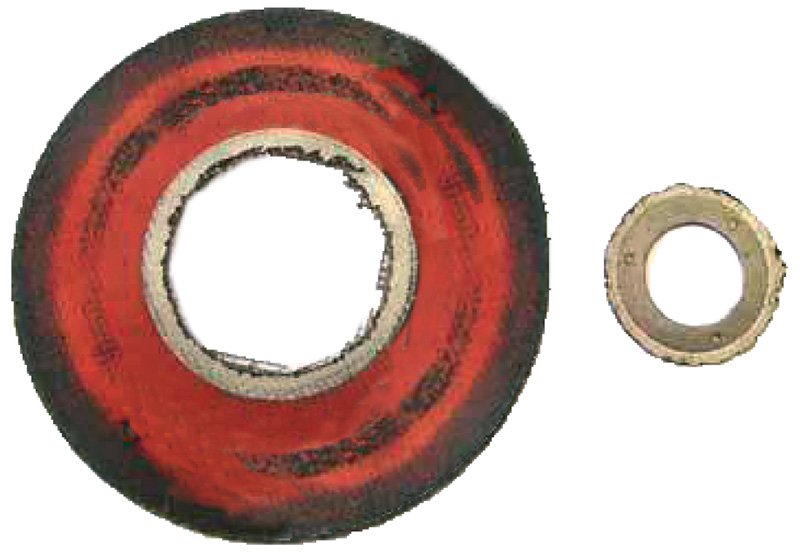
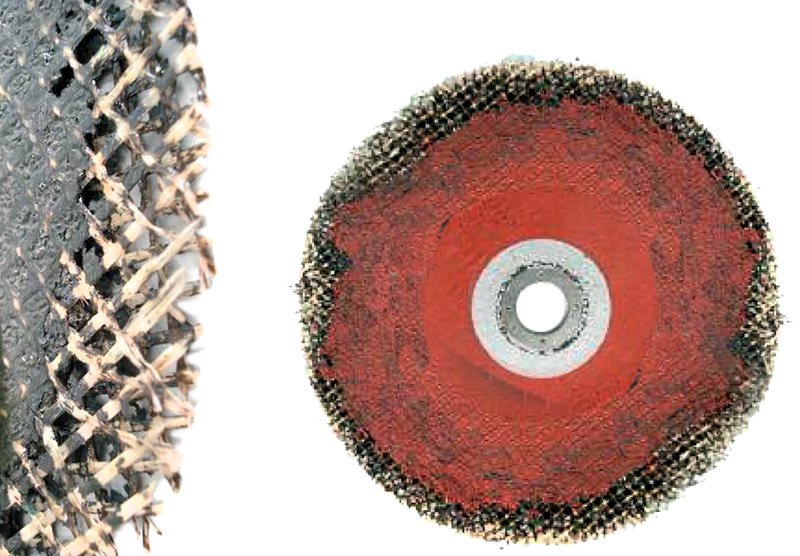
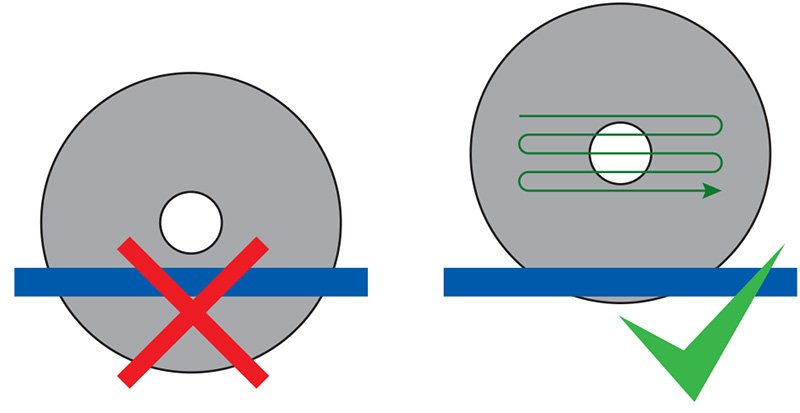
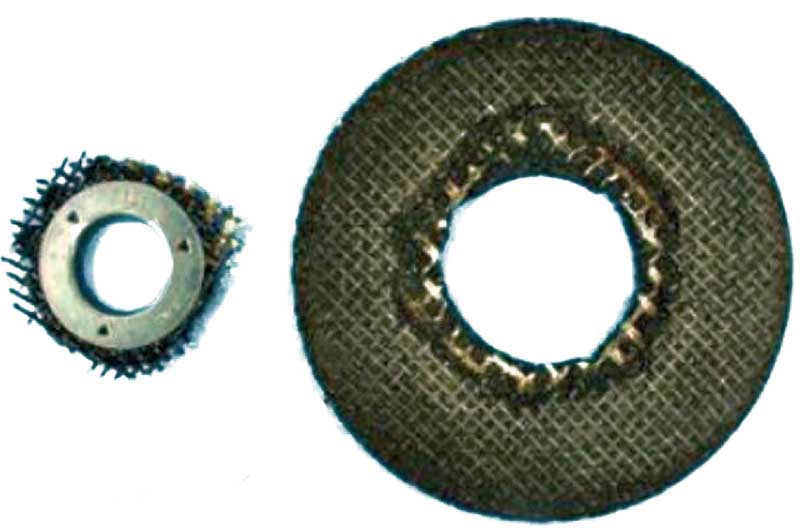
Проблема 2. Вырыв сердцевины: полный вырыв металлического кольца в центре диска.
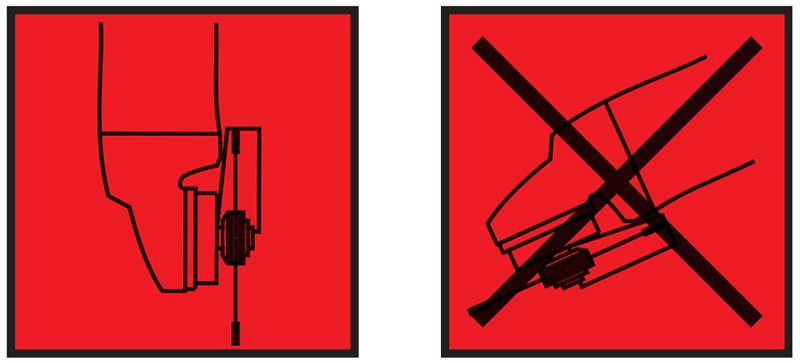
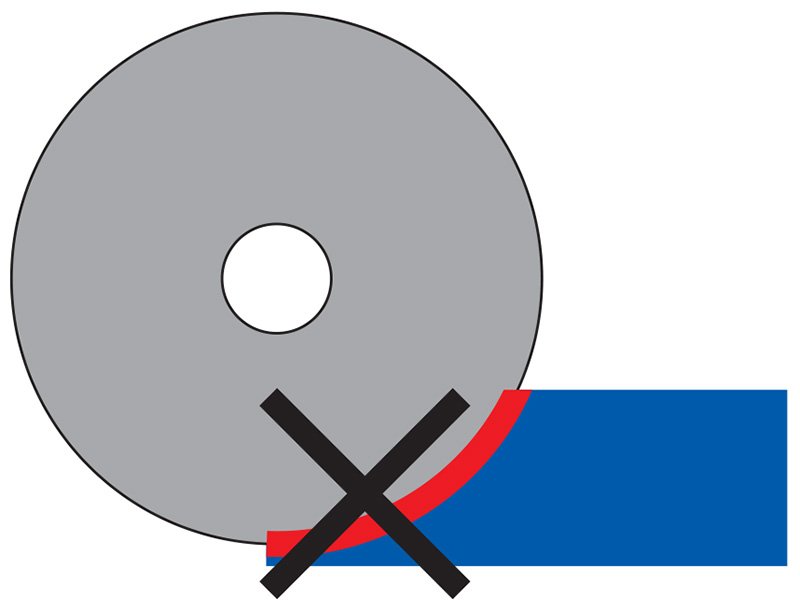
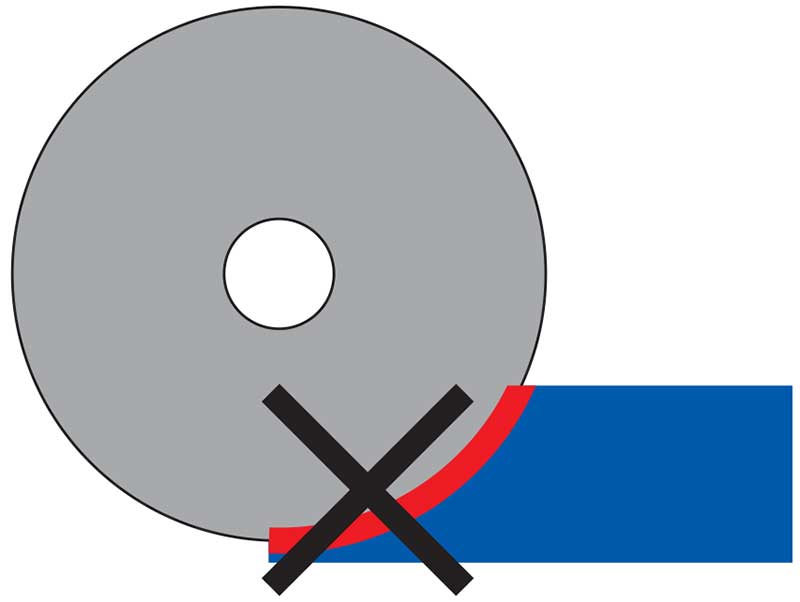
Возможная причина. Это очень опасный случай связанный только с неправильной эксплуатацией. Это происходит практически каждый раз, когда к диску прикладывается сильная поперечная нагрузка (поворот или наклон инструмента вбок) или использование отрезного диска для шлифования.
Устранение.
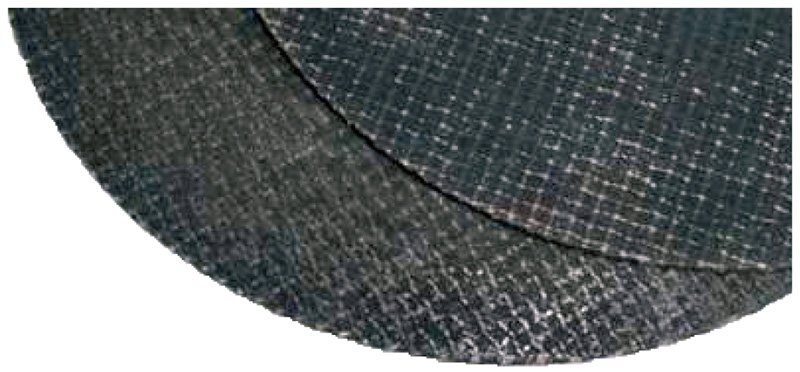
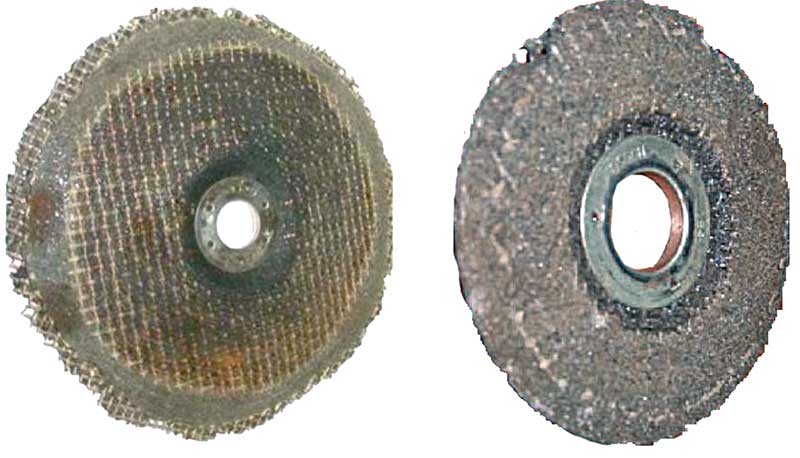
Проблема 3. Диск по периметру растрепывается, обнажение стеклосетки.
Возможная причина.

Устранение.

Проблема 4. Рез на большую глубину: следы трения оставленные на диске сигнализируют, что резка проводилась на большую глубину.

Возможная причина.
Устранение.
Проблема 5. «Заполировывание»: поверхности отрезного диска становятся глянцевыми. Лучше всего это можно увидеть если посмотреть на диск под острым углом.
Возможная причина.
Устранение:

Проблема 6. «Заострение»: когда кромка отрезного диска начинает сужаться это называется «заострение»
Возможная причина.
Эффект «самозатачивания»
Устранение.
Проблема 7. Посинение металла на поверхности реза. Коррозия нержавеющей стали.
Возможная причина.

Устранение.
Диск не содержит железа и серы.
Когда резка выполняется эффективным способом, температура в зоне реза не превышает 250–300°C. Риск коррозии возникает только при температуре 400 °C и выше. Для того, чтобы резка проходила эффективно и температура удерживалась на минимально возможном уровне необходимо обращать внимание на следующие критерии:
ВНИМАНИЕ! Использование диска и для резки нержавеющей, и для резки черной стали приводит к коррозии.
Проблема 8. Диск не режет алюминий.
Возможная причина.
Устранение.
Резка алюминия:
Проблема 9. Диск не режет, шлифует.
Возможная причина.
Устранение.
Проблема 10. Чересчур сильный износ диска.
Возможная причина.
Устранение.
ШЛИФОВАЛЬНЫЕ ДИСКИ
Проблема 1. Неравномерный износ.
Возможная причина.

Устранение.

Проблема 2. Вырыв сердцевины, полный вырыв металлического кольца в центре диска.
Возможная причина.
Устранение.

Проблема 3. Дисбаланс, вибрация.
Возможная причина.
Устранение.
НЕ ЗАБЫВАЙТЕ ПРО БЕЗОПАСНОСТЬ, ИСПОЛЬЗУЙТЕ СИЗ!
При работе с абразивным инструментов не забывайте про технику безопасности и необходимость использования средств индивидуальной защиты.
При работе с абразивными материалами возникает проблема запылённости воздуха. Информацию на эту тему можно получить на нашем сайте по этой ссылке.
Благодарим завод ИСМА и лично главного технолога Дмитрия Васильева
за помощь в подготовке этой статьи














