Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






Каким аккумуляторным инструментом Вам приходилось работать?
Проголосовало: 1 187
Эта история началась ещё в феврале с услышанного по радио оптимистичного сообщения: «Есть бизнес, который даже сейчас, в кризис, растёт на десятки процентов». Как выяснилось, речь шла о продаже самогонных аппаратов. Мы вспомнили, сколько этих аппаратов видели вдоль Горьковского шоссе во Владимирской области, куда часто ездим… На этом история могла бы и закончиться, но, похоже, мысль о самогонных аппаратах как успешном бизнесе засела у нас глубоко в подсознании. В какой-то момент мы обсуждали в редакции идеи возможных мастер-классов, тут-то и прозвучала роковая фраза: «А не сделать ли нам самогонный аппарат? Если это настолько выгодный бизнес, то, может, и нам стоит в нём поучаствовать?»
 САМОГОН КАК ИСКУССТВО: немецкий инструмент в руках русских умельцев
САМОГОН КАК ИСКУССТВО: немецкий инструмент в руках русских умельцев
Идею активно поддержали сначала наши друзья… потом друзья друзей… потом знакомые друзей наших друзей… а потом уже и партнёры по бизнесу начали подтягиваться. По мере реализации проекта количество участников непрерывно увеличивалось. В какой-то момент мы даже начали подозревать, что случайно обнаружили те самые духовные скрепы, о которых неустанно твердят с экранов. Как минимум одну из них. Вокруг самогонного аппарата объединились очень разные люди, каждый из которых внёс свой вклад в проект. За всю историю журналов «Потребитель» такого не было никогда.
ЧТО ДЕЛАЕМ?
Сначала мы думали повторить конструкцию одного из тех аппаратов, что легко встретить в продаже. Но этот вариант изначально был отброшен как не интересный. Решили, что нам нет никакого смысла тратить время и силы, чтобы сделать точно такое же барахло, которым завалены едва ли не все придорожные ларьки. Если хочешь завоевать долю рынка, не выходи с предложением «как у всех», бей новизной. Значит, нужно сделать что-то совсем эксклюзивное. Пусть с невысокой производительностью (нам же не нужно большое количество дешёвого пойла), но очень красивое и высокотехнологичное.
В итоге мы решили вместо примитивного дистиллятора сделать вариацию на тему промышленной ректификационной колонны. Причём с прозрачным корпусом из кварцевого стекла, чтобы проще было настраивать режимы работы колонны и контролировать процесс. Да и возможность понаблюдать за происходящим внутри колонны тоже не будет лишней. Конечно, такая конструкция гораздо сложнее, почти тот же функционал можно обеспечить более простыми и дешёвыми средствами. Например, медной трубой вместо кварцевого стекла и так называемой регулярной проволочной насадкой Панченкова вместо тарелок. Ещё более простой вариант — вместо спирали взять обычные кухонных мочалки из нержавейки, которыми моют посуду. Он тоже «работоспособен», хотя и не настолько эффективен. Но тогда процесс не был бы столь познавательным — капает себе из трубы самогон, а что там внутри происходит? А теперь представьте нашу конструкцию — стекло, внутри колонна с тарелками… и всё проходит у тебя на глазах. Это же куда интереснее телевизора!
Но если ставить в качестве внешней оболочки трубу из кварцевого стекла, то нужны фланцы. Да и сама тарельчатая колонна не так-то проста в изготовлении. Взять хотя бы тарелки — это медные диски с отверстиями. Казалось бы — ничего сложного, бери пруток, нарезай его на диски, сверли дрелью. Ага… конечно! Вы цены на медь видели? Особенно на пруток. И потом, чем его резать? УШМ не подходит — очень трудно добиться идеально ровного реза и слишком много отходов. Плюс нагрев в зоне реза… Думали о ленточной пиле, но потом нашли более удобное для нас решение. Взяли не пруток, а медную полосу, нарезали на квадраты, а затем обработали на токарном станке. Эта технология позволила изготовить нужные нам детали с меньшим количеством отходов и обошлась дешевле.
Однако стеклянная колонна — это не предел. Да, это зрелищно, высокотехнологично, но надо ведь и функциональности добавить. Современные технологии позволяют проводить ускоренную экстракцию ароматических веществ, и опытные самогонщики ухитряются получать в домашних условиях такие напитки, как джин, коньяк, абсент… Для этого нужен экстрактор Сокслета, или сокслет, — значит, его тоже надо сделать. Естественно, тоже с прозрачным корпусом.

Длинная двойная спираль — это уже навитый холодильник Димрота (вместо привычного «змеевика»). Над фланцами ещё работать и работать, в тот момент, когда сделано это фото, их успели лишь отшлифовать, да и то не все. Медные квадратики — нарубленные из полосы заготовки для тарелок. А медный цилиндр с торчащей шпилькой — это как раз тарелки, уже после обработки на токарном станке. Их там 10 штук

Кламп, предохранительный клапан, сливной кран, тарелки после обработки на токарном станке и опоры для кега
ЧЕМ ДЕЛАЕМ?
Определившись с конструкцией, стали решать, каким инструментом мы будем всё это делать. Тут логика была следующей: самогонный аппарат — это огонь, вода (в смеси со спиртом) и трубы. Наверное, логично брать медные трубы, ведь медь — это, повторимся, дорого, зато очень красиво и она легче поддаётся обработке, чем нержавеющая сталь. Так, коллеги… давайте вспомним, у какого бренда есть инструмент для работы с медью? Точно… Rothenberger!
«Ротенбергер» — немецкий бренд и немецкий же инструмент для работы с трубами. Конкретно медным трубам посвящена значительная часть каталога компании. Естественно, рассчитано всё это вовсе не на «самогонщиков», основной массив пользователей инструмента Rothenberger — монтажники кондиционеров, систем охлаждения и отопления. Нас это не смущало, потому что отопление и кондиционирование принципиально не отличается от «самогоноварения». И там, и там по трубам течёт жидкость. А инструмент нужен, чтобы придать этим трубам требуемую форму и обеспечить надёжность их соединения, герметичность и т. д.
Теперь идея приобрела некую завершённость, и мы пригласили присоединиться к проекту представительство Rothenberger Russia, которое имеет статус официального дистрибьютора инструмента Rothenberger в России. В компании сразу же согласились и фактически открыли для нас свой склад, вручив каталог и дав полный карт-бланш на использование практически любой позиции из него.
КОНСТРУКЦИЯ АППАРАТА
Пожалуй, следует отметить, что каких-либо революционных идей в нашей конструкции нет. Длительное изучение Интернета позволило отобрать наиболее интересные решения из числа тех, что уже были кем-то когда-то созданы и опробованы. При желании можно сделать хоть полностью автоматический аппарат, управляемый компьютером, — энтузиасты ещё и не на такое способны, это не фантастика. Но всё это совершенно другой уровень, на котором самогоноварение — хобби, когда делают относительно небольшой объём напитков очень высокого качества для себя и друзей.
В качестве перегонного куба мы использовали 30‑литровый пивной кег из нержавеющей стали. Выше установлена тарельчатая ректификационная колонна, над ней — узел отбора и холодильник Димрота (гораздо более высокотехнологичный и эффективный аналог «змеевика»). Прошедшие через колонну пары спирта конденсируются на «димроте», капают вниз и через узел отбора выводятся наружу, в финишный холодильник. Он тоже нестандартный, здесь мы решили поэкспериментировать с воздушным охлаждением. Габариты колонны позволили сделать холодильник в виде медной спирали длиной почти 10 м, обвивающей колонну и при этом не выступающей за её габариты. Тем самым мы смогли сделать устройство более компактным и надёжным не снизив его эффективность, и избежать лишних соединений шлангов с охлаждающей жидкостью. Да и с точки зрения дизайна такое решение очень выигрышно. Какой же самогонный аппарат без змеевика? Общественность не поймёт-с!
Вместо колонны при необходимости ставится сокслет. Все элементы соединены быстросъёмными клампами, что позволяет разъединить любой из них буквально за несколько секунд.
На фото (1) показан аппарат на промежуточном этапе изготовления в сборе с сокслетом (тоже ещё не доделанным) (2) и узлом отбора. Внутри расположенной в верхней части конструкции медной трубы скрыт холодильник Димрота (3). Спиртовые пары конденсируются на нём, капают вниз и через узел отбора выводятся наружу.



Несмотря на то, что эта статья помещена в рубрику «мастер-класс», рассказ в ней пойдёт преимущественно об инструменте, с помощью которого мы смогли реализовать проект. Публиковать схему или чертежи аппарата не имеет смысла — всё отлично видно на фотографиях.
СВЕРЛЕНИЕ И ОТБОРТОВКА
Кег мы выбрали по нескольким причинам. Во‑первых, он изготовлен из подходящего материала — нержавеющей стали. Более того, из стали, подходящей для пищевых продуктов. Кстати, учтите, что аппараты, массово продающиеся вдоль обочин загородных трасс, могут быть не из «пищевой» нержавейки, она тоже бывает разной. А тут кег, изготовленный промышленным способом, наверняка прошедший всю необходимую сертификацию, — можно не опасаться никаких сюрпризов.
Во‑вторых, он имеет достаточную прочность, чтобы удержать на себе колонну с узлом отбора и холодильником. Если бы мы взяли, например, кастрюлю с крышкой, то пришлось бы придумывать механизм фиксации крышки, чтобы она не свалилась вместе со всей закреплённой на ней конструкцией (довольно тяжёлой, особенно если говорить о колонне, — сокслет намного легче). В‑третьих, у кега подходящая форма, он служит очень устойчивым основанием для массивной металлоконструкции.
В кеге нам нужно было просверлить несколько отверстий большого диаметра. Внизу — под слив. Сбоку — под ТЭН или вывод парогенератора (они сменные). Сверху проделали сразу четыре отверстия: под манометр, термометр, заливную горловину и предохранительный клапан.

У Rothenberger две модели свёрл Unidrill Automatik — 28 и 42. Отличаются максимальным диаметром сверления — 28 и 42 мм соответственно
Для этой работы, а также для сверления медных труб мы использовали сверло Unidrill Automatik 42 (4). Это сверло позволяет проделывать отверстия диаметром от 10 до 42 мм в трубах и листовых материалах. Причём в отличие от ступенчатых свёрл у него переход от одного диаметра к другому плавный. Засверливается очень точно даже на выпуклой поверхности, сверлит аккуратно, без образования грата. Очень важно, что здесь есть ограничитель глубины и диаметра сверления. Если бы не он, то невозможно было бы контролировать диаметр получающегося отверстия. Чуть сильнее нажал, сверло «провалилось», и вот уже отверстие больше, чем нужно (или противоположная стенка трубы повреждена). Вставляешь трубку, которую надо впаивать в полученное отверстие, а она болтается. Зазор между стенками слишком большой, и две детали уже не спаяешь. Так вот, с Unidrill Automatik такое невозможно. Заранее переставляешь ограничитель в нужное положение (на боковой поверхности сверла есть шкала и пазы для стопора, не ошибёшься) и сверлишь абсолютно спокойно и уверенно, не боясь испортить деталь.
Следующая после сверления операция — отбортовка, когда металл на краях отверстия загибают наружу. Это увеличивает площадь пятна контакта между деталями — только в этом случае соединение будет надёжным.
Принцип работы отбортовщика таков: в просверленное заранее отверстие вставляется специальный кованый крюк (5).

Над ним — призма с прорезями, благодаря которым она цепко держится на поверхности трубы. При вращении крюк поднимается вверх через призму, медленно и равномерно загибая края вверх. Вращают его специальным ключом-«трещоткой» (6).

После отбортовки вставляют присоединяемую трубу. Чтобы она не проваливалась слишком глубоко, используют цанговые клещи (7). Ими продавливают стенку, образуя выступы, ограничивающие глубину погружения трубы в отверстие. Клещи не прокалывают стенку трубы насквозь, а лишь проминают её — герметичность соединения не ухудшается.

Выбор отбортовщиков у Rothenberger огромный. Они продаются как наборами (8), так и по отдельности, и рассчитаны на работу с трубами диаметром от 10 до 54 мм в метрической системе и от 1/2 до 2 1/8˝ — в дюймовой. Трещотки и сверла Unidrill, а также отбортовочные цанговые клещи тоже можно приобрести отдельно или в составе комплекта.

РЕЗКА ТРУБ, НАРЕЗАНИЕ РЕЗЬБЫ
В конструкции аппарата использованы в том числе и трубы из нержавеющей стали (например, такая пошла на муфту для соединения манометра с кегом). Соответственно, надо было резать трубу, обрабатывать края и нарезать резьбу.
«Ротенбергер» предлагает множество труборезов (9, 10, 11), способных работать с трубами диаметром от 3 мм. Максимальный «верхний» диаметр для труб из стали — 115 мм, из меди, алюминия, латуни, тонкостенной стали — 127 мм, для пластиковых труб — 168 мм.

Труборез Tube Cutter 35 способен резать медные, алюминиевые и тонкостенные стальные трубы диаметром от 6 до 42 мм. Благодаря небольшим размерам очень удобен для работы в труднодоступных местах

Труборез Automatik режет трубы диаметром до 67 мм

Tube Cutter 30 Pro — ещё один труборез для труб диаметром 3–50 мм
Ключевой принцип трубореза, выгодно отличающий его от массы любых других видов инструмента (УШМ, ленточных или сабельных пил, ручных ножовок и т. д.) заключается в способности резать трубу точно под прямым углом к её оси, без нагрева и без заусенцев (12).

Труборез режет точно под прямым углом, без заусенцев и тем более без нагрева в зоне реза
Объём работ по нарезанию резьбы у нас был очень небольшим, потому что все основные соединения быстроразборные, на клампах. Мы выбрали такой вариант, опасаясь, что резьбовые соединения на мягких медных трубах не будут долговечными при активной эксплуатации. Поэтому резьбу использовали только в точках «манометр-кег» и «предохранительный клапан-кег», изготовив переходные муфты с внешней резьбой. Их мы впаяли в верхний торец кега, предварительно просверлив и отбортовав отверстия подходящего диаметра. А уже в них вкрутили манометр и клапан. Правда, при изготовлении муфт испытали практически весь ассортимент оборудования для нарезания резьбы, что был доступен в тот момент: ручные и электрические клуппы (13–15) и даже резьбонарезной станок (16, 17).

Ronol — резьбонарезное масло. Используется также в каче¬стве СОЖ при резке

Super Cut — резьбонарезной клупп с трещоткой, нарезает резьбы на трубах диаметром от 1/4 до 2’’. Эксцентриковая рукоятка позволяет работать в самых труднодоступных местах, а благодаря длинному рычагу с работой может справиться даже хрупкая девушка

Supertronic 2000 — электрический резьбонарезной клупп. Рассчитан на те же диаметры, что и Super Cut (1/4–2’’), но, конечно же, гораздо производительнее
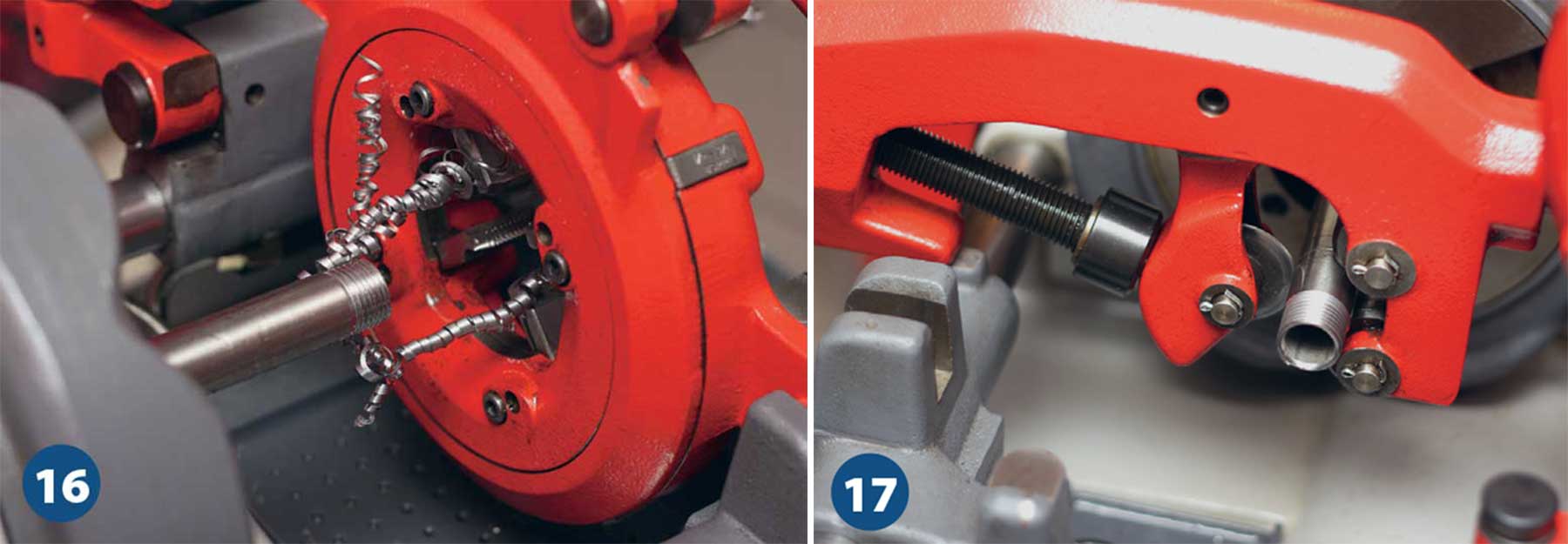
Резьбонарезной станок Ropower 50 R оснащён гратоснимателем и труборезом, благодаря чему способен выполнять весь комплекс необходимых работ по изготовлению резьбовых соединений
РАСШИРЕНИЕ, ФИКСАЦИЯ, РАЗВАЛЬЦОВКА ТРУБ
Сверление с последующей отбортовкой мы использовали для соединения труб (друг с другом или с кегом) под прямым углом. В тех случаях, когда нужно было соединять трубы соосно, применялась другая технология — надевали одну трубу на другую. Торец «верхней» трубы нужно было расширять, для этой работы у Rothenberger есть специальные инструменты — экспандеры. Они предназначены для работы с трубами разного диаметра, изготовленными из разных материалов (включая высококачественную сталь).
У Rothenberger очень обширный ассортимент, есть даже гидравлические и электрогидравлические экспандеры. Причём последние в двух вариантах — аккумуляторном и сетевом, они способны растянуть медную трубу диаметром 67 мм. Но нам настолько мощный инструмент не требовался, поэтому воспользовались ручным.
Принцип работы этого инструмента таков: внутрь трубы вставляется экспандерная головка. Бывают даже ступенчатые головки, рассчитанные на работу с трубами разного диаметра (18). Головка снабжена сегментами, которые под действием расширительного штыря, имеющего форму конуса, расходятся в стороны, преодолевая сопротивление стенок трубы и растягивая их.

Ступенчатый экспандер А1 — настоящий гигант. Максимальный диаметр расширяемой трубы достигает 108 мм
Для этого требуется большое усилие, поэтому в зависимости от диаметра трубы используют рычажные (19) или винтовые (20) экспандеры.

Экспандер Rocam Power Torque предназначен для расширения и калибровки медных труб (8–42 мм), труб из мягкого алюминия и тонкостенной стали (8–28 мм), а также из тонкостенной нержавеющей стали (8–22 мм)

Более мощный по сравнению с Rocam Power Torque винтовой экспандер А0 способен справиться и со стальными трубами диаметром до 54 мм с толщиной стенки до 1,5 мм
Прежде чем растягивать трубу, её необходимо отжечь, чтобы она не лопнула (21).

Одна из наиболее частых ошибок при расширении медной трубы — тянуть её «на холодную», без предварительного прогрева. Запросто может лопнуть
Экспандеры пригодились нам и при обработке кега. С помощью одного из них, Rocam Power Torque, расширяли отверстие в верхней части кега под муфту для термометра.
Трубогибы
В массовом сознании самогонный аппарат ассоциируется со «змеевиком» — трубой, загнутой в виде спирали, но мы ведь использовали вместо змеевика холодильник Димрота. А у него слишком маленький радиус изгиба, поэтому сам холодильник пришлось гнуть вручную, по оправке, предварительно заполнив трубу кварцевым песком, чтобы избежать заломов. Это не самое удобное решение, действовать приходилось очень медленно и аккуратно, чтобы не заломить трубку. Поэтому там, где была возможность гнуть с помощью инструмента, мы ею воспользовались. Сифонную трубку и слив сделали с помощью Minibend (22). Это небольшой трубогиб, подходящий для работы с трубами диаметром до 10 мм.

Minibend — ручной трубогиб, предназначенный для точной гибки под углом до 180° труб из мягкой меди, алюминия, латуни, прецизионной стали диаметром до 10 мм
Тиски, развальцовщики
Наиболее востребованным инструментом оказались тиски. Без них ни отрезать трубу, ни нарезать резьбу, ни спаять детали. Мы пользовались преимущественно параллельными тисками, у которых под основными губками расположены дополнительные угловые (23), предназначенные для фиксации труб. У Rothenberger есть и специальные трубные тиски (24) с механизмом быстрого закрывания в виде откидного крюка. Эти инструменты намного удобнее, чем обычные слесарные тиски, — зажимают трубу надёжно, без выскальзывания и повреждения поверхности.


Ещё один инструмент, который оказался полезен, — развальцовщик (25). Его мы использовали, чтобы сделать «грибки» на трубках ввода и вывода холодильника. Подвод воды предполагался по силиконовым шлангам, их нужно как-то удерживать на трубках. Для этого и нужна развальцовка.

Устройство для развальцовки DB 10 предназначено для работы с трубами диаметром 4,75–10 мм. Работает с медью, алюминием, сталью, при использовании разных насадок (входят в комплект) позволяет делать развальцовочные контуры разной формы
ПАЙКА
В нашем аппарате много неразъёмных соединений из разных металлов (медь со сплавами меди и со сплавами железа). Сделать прочные и герметичные соединения разных металлов можно только пайкой. Ассортимент газосварочного оборудования для пайки, сварки и резки у Rothenberger очень обширный и включает в себя всё необходимое — горелки разного типа, припои, флюсы, газовые баллоны. Мы использовали горелки под одноразовые баллоны (26) и разные виды припоя. Некоторые соединения выполнены на неофлюсованном припое Rolot S 5 (27), он отлично подходит для пайки меди с медью (28). Для соединения меди с нержавейкой пришлось задействовать серебросодержащий припой с температурой плавления от 600 до 900 °С, он позволил обеспечить высокую прочность шва. Колонна в сборе довольно тяжелая, и это нужно было учитывать.



Основной рабочей горелкой была Super Fire 3 (29). Она подходит для пайки твёрдым припоем труб диаметром до 28 мм, а мягким — до 35 мм. Горелка отличается повышенным уровнем безопасности — поджиг возможен только после полной фиксации на газовом баллоне. Одного баллона хватает примерно на 2,5 часа пайки твёрдым припоем.

Горелка Super Fire 3 с баллоном MAPP работает даже в таком положении. Она обеспечивает температуру, достаточную для пайки как мягким, так и твёрдым припоем
Горелки использовались и для прогрева труб перед расширением. Велик был соблазн не делать этого — вроде бы металл мягкий, тянется неплохо, а красивый внешний вид чистой меди (30) при нагреве неминуемо пострадает (31). Но эта проблема решается с помощью соответствующих аксессуаров — ёршиков (32), чистящих губок, щёток и специальной «химии» — кислот, травильных паст и т. д. Здесь на этом подробно останавливаться не будем, это тема для отдельной статьи.



Для прогрева пригодятся рефлекторы пламени (33). Они необходимы, когда работаешь вблизи от материалов или предметов, чувствительных к нагреву. Рефлекторы обеспечивают более эффективное использование тепла, а значит, помогают экономить время и топливо.

И ещё один совет — не стоит пытаться оценивать температуру прогреваемой детали «на глаз», пользуйтесь пирометром (34).

Спонсор мастер-класса: представительство Rothenberger Russia (www.rothenberger-russia.ru)
Аппарат делали: Любовь Балаболина, Андрей Зайцев, Алексей Меснянкин, Руслан Юнусов
Статья опубликована в объединённом выпуске «Осень-зима 2016»
журналов «Инструменты» + «Всё для стройки и ремонта» + «GardenTools»
серии «Потребитель»
Архив всех выпусков в pdf-формате смотрите здесь