Интерскол 596x90

MITEX 2026 596x90








Автор теста отрезных кругов по нержавейке Алексей Меснянкин
Когда что-то происходит впервые — это случайность. Повтор события можно считать тенденцией. Но если это же самое событие происходит в третий раз, можно уже говорить о сложившейся традиции. Таким образом, у редакции журнала «Инструменты» из серии «Потребитель» сложилась добрая традиция — весной проводить тесты отрезных кругов для УШМ. Два года назад мы тестировали круги (диски) по чёрному металлу диаметром 230 мм, в прошлом году провели испытания 125-х кругов, тоже по чёрному металлу. А в этом году мы «замахнулись на самого Шекспира»… в смысле, на отрезные круги (диски) по нержавеющей стали, тоже диаметром 125 мм.
Методика испытаний осталась практически такой же, что и год назад, изменились только два основных момента — на сей раз мы тестировали круги по нержавейке, соответственно в качестве «расходки» мы взяли трубу из нержавеющей стали марки 12Х18 Н10 Т (ГОСТ 9941–81) с внешним диаметром 25 мм и с толщиной стенки 2,5 мм. Те, кто читал предыдущие публикации, могут сразу переходить к таблице с результатами — им эта тема уже знакома, принципиально нового в ней нет почти ничего.
Ну а тем, кто впервые знакомится с этой темой, мы напомним всё полностью — и идею теста, и методику, и как понимать результаты.
Идея испытаний
Тот факт, что круги бывают разными по качеству, отлично знаком всем, кому приходилось работать УШМ. Можно перепробовать все круги, какие только удастся купить, и сделать какие-то свои выводы относительно того, какие лучше, а какие хуже… но если работать вручную, то это в любом случае будет субъективная оценка. Ручная резка вносит слишком большой субъективный фактор: человек не в состоянии обеспечить абсолютно одинаковые условия для всех кругов. Где-то нагрузка будет чуть меньше или чуть больше, где-то дрогнет рука и появится боковая составляющая нагрузки… ну а раз не получается создать абсолютно одинаковые условия испытаний для всех участников, то о какой объективности результатов тогда говорить?

Так выглядит испытательный стенд. Подача круга в зону реза осуществляется с помощью гидросистемы, с одинаковой для всех скоростью
Главная особенность нашего теста именно в том, что он абсолютно объективен — мы используем автоматизированный станок, в котором подача круга в зону реза осуществляется с помощью гидравлической системы с заданной и строго одинаковой для всех скоростью. Боковые нагрузки тоже исключены. Пользуясь стандартными методиками, прописанными в ГОСТе, можно рассчитать параметр, наиболее полно характеризующий качество кругов с точки зрения их износостойкости — так называемый коэффициент шлифования. Заодно мы проверили все круги на соответствие требованиям безопасности.
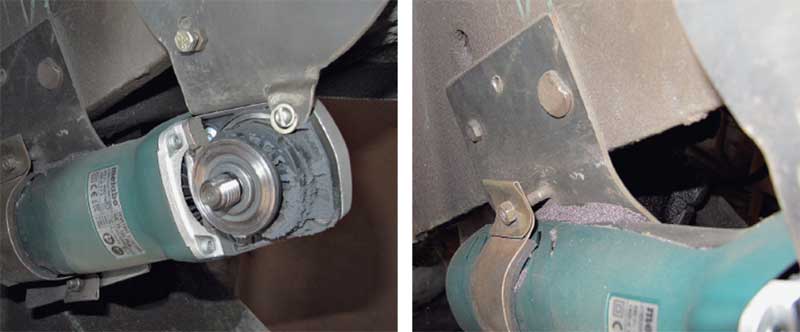
Как обычно, условия работы для УШМ простыми не назовешь. На фото видно, какое количество грязи осело на корпусе машины и в районе вентиляционных щелей… немалое количество этой грязи попало и внутрь, по-другому здесь не сделать. Да еще и часть воздухозаборных щелей оказалась перекрыта хомутом, которым УШМ крепится к станку. Тем не менее она с честью выдержала все испытания и отработала весь тест без каких-либо нареканий
Об особенностях нержавейки
В этот раз мы испытывали круги диаметром 125 мм, предназначенные для резки нержавеющей стали, или «универсальные», на этикетке которых было прямо указано, что ими можно резать нержавейку. Об этом также говорят знаки «Fe+S+Cl≤0,1 %», т. е. содержание железа, серы и хлора в них сведено к минимуму. Такая рецептура подбирается для того, чтобы исключить появление со временем коррозии по месту реза. Резать нержавейку кругами по чёрному металлу нельзя, следы ржавчины обязательно появятся по месту реза. Конечно, это не значит, что проржавеет вся деталь, но ведь нержавейку используют из-за её декоративных качеств, и даже небольшие разводы ржавчины на перилах дорогой лестницы будут выглядеть, мягко говоря, неуместно. Потому-то и существуют специализированные круги по нержавейке, что ими можно резать этот дорогостоящий материал, не опасаясь испортить заготовку.
Вообще обработка нержавеющей стали — процесс довольно специфический, и некоторые производители электроинструмента предлагают даже отдельные линейки, предназначенные для обработки этого материала. Во-первых, по нержавейке нельзя работать той же оснасткой, что использовалась ранее для обработки чёрного металла, и это касается не только отрезной оснастки, но и шлифовальной.
Может быть, кому-то это покажется парадоксом, но и нержавеющая сталь при определённых условиях ржавеет, так что не стоит уповать на название материала — подходить к его обработке нужно с умом.

Специальные круги для нержавейки дают меньший прижог, что позволяет избежать появления коррозии по месту реза. Такое тоже возможно, несмотря на название металла, поэтому подходить к обработке нержавейки надо с умом
Одна из особенностей — нержавейку нельзя перегревать, иначе по месту реза появляются цвета побежалости, и внешний вид изделия уже можно считать испорченным. Отрезные круги по нержавейке иногда изготавливают на основе белого электрокорунда, а не нормального, как круги по чёрному металлу — отличить такие можно по символам «AS» вместо «А» в маркировке. Белый электрокорунд даёт меньший прижог. Инструмент тоже лучше использовать специальный, например в модельном ряду Metabo есть УШМ WE 14–125 Inox Plus. От обычной она отличается пониженными максимальными оборотами (8000 об/мин) и более высоким крутящим моментом. Обороты у этой машины регулируются в диапазоне 2000–7000 об/мин. В остальном это обычная УШМ со всеми характерными для моделей Metabo особенностями, но более низкие обороты позволяют ей работать с меньшим нагревом места реза.
Формула для расчёта коэффициента шлифования (его ещё называют коэффициентом резания) выглядит так:
К = 4 × S3 × n/π × (Dk ² – Dн ²), где
S3 — площадь сечения разрезаемой заготовки, см²;
Dк и Dн — диаметр круга до и после резки, см;
n — количество резов.

Измерение толщины круга (в четырёх точках)
Что именно тестировали?
Испытывали круги толщиной 1 мм — это один из наиболее популярных типоразмеров, такие круги есть у большинства производителей. Правда, не у всех, поэтому если в тесте не представлены круги какого-либо бренда, это, скорее всего, означает, что в ассортименте нет миллиметровых кругов, хотя запросто могут оказаться круги толщиной 1,2 или 1,6 мм. Правда, следует также отметить, что в этот раз мы не старались охватить весь рынок — нержавеющая сталь стоит дорого, и потому мы не стали включать в тест малоизвестные бренды, хотя такие тоже есть на рынке. Но все наиболее известные и популярные здесь представлены.
Цель теста — определение коэффициента шлифования кругов. Это наиболее полная официальная (т. е. определяемая ГОСТ 21963–2002) характеристика их качества. Впрочем, и её вряд ли можно назвать однозначной — она определяет износостойкость круга при работе по определённому материалу (это важная оговорка — коэффициент шлифования разный для разных металлов), но не учитывает тот факт, что иной круг сделает меньше резов, но резать будет легче и мягче, и работать им легче, чем более твёрдым и износостойким. Субъективно эта разница ощутима даже при работе на испытательном станке, но измерить ее не представляется возможным. Поэтому ограничиваемся только теми показателями, которые фигурируют в ГОСТах.
Изначально мы поставили себе ограничение — делать каждым кругом не более 50 резов. Не все оказались достаточно износостойкими, некоторые изнашивались до фланца за гораздо меньшее количество резов, но у некоторых оставался ещё колоссальный запас. Так что выбранных 50 резов в принципе вполне довольно для того, чтобы с достаточной точностью вычислить коэффициент шлифования.

Так измеряют дисбаланс. Здесь он небольшой, всего 0,5 г
О представлении результатов
Как и в прошлый раз, все результаты представлены в виде таблицы. В неё сведено всё, что можно было измерить (индекс твёрдости, дисбаланс, количество резов, скорость разрушения) или рассчитать (коэффициент шлифования). По сравнению с предыдущими тестами в таблице появился один неприметный, но, вероятнее всего, очень важный пункт: «Страна производства (по данным с этикетки)». Конкретная страна здесь указана только в том случае, если на самом круге было написано «Made in… ». Никакие другие формулировки мы не принимали во внимание: если была указана просто страна, без фразы «Made in…», то в таблице мы указывали «Н/д», т. е. «нет данных». Тем самым мы исключили спорные ситуации, когда один производитель может указать действительно страну-производителя, а другой — расположение головного офиса. Вообще идея ввести эту графу появилась после теста кругов Bosch — их было три серии, все сделаны в разных странах, в том числе одна — в Китае. Посмотрев на результаты, показанные «китайским Бошем», мы решили добавить эту информацию — в качестве наглядного свидетельства того, что и китайские круги бывают очень хорошего качества.

Измерение звукового индекса — показателя, характеризующего твёрдость испытываемого круга
Описание установки
Испытательная установка заслуживает отдельного описания. Площадкой для проведения испытания снова стали цеха ЗАО «ИСМА» — здесь есть станок с гидравлической подачей круга в зону реза, при которой скорость подачи абсолютно стабильна. Это позволяет полностью исключить субъективизм, который неизбежен при ручной резке. Никаких изменений в конструкцию станка по сравнению с прошлым годом вносить не пришлось, даже УШМ мы решили использовать точно такую же, что и год назад — Metabo WE 14–125 Plus. Это «обычная» УШМ, не из тех, что разработаны специально для работ по нержавейке. Мы выбрали её для того, чтобы не переделывать станок. Однако стоит отметить, что в основном именно такими инструментами и пользуются для обработки нержавейки, специализированные версии пока что мало востребованы.
Для тех, кто не читал прошлогодний тест, напомним основные особенности испытательного станка. В качестве привода круга — упомянутая выше УШМ Metabo WE 14–125 Plus, за подачу круга в зону реза отвечает гидросистема с регулируемой скоростью подачи. Конструкция настолько массивна, что боковые нагрузки исключены полностью.
По нашим сведениям, ЗАО «ИСМА» сейчас — одно из немногих, если не единственное в России предприятие, располагающее станком, позволяющим тестировать отрезные круги диаметром от 115 мм с автоматической подачей круга в зону реза. В ручном режиме осуществляется только подача заготовки, что на результат повлиять не может.

Главный технолог ЗАО «ИСМА» Дмитрий Васильев проверяет круги на стойкость к разрыву
Испытания на безопасность
Мы также проверили круги на соответствие нормам безопасности, которые изложены в ГОСТ Р 52588–2006 и EN 12413. Согласно этим нормативным документам такие круги при испытаниях должны выдерживать разгон до оборотов 23 000 в минуту. Испытания на безопасность мы тоже проводили на ЗАО «ИСМА», на станке СИП 40–80 с пневматическим приводом шпинделя. Каждый круг разгоняли до разрыва, фиксируя скорость, на которой это произошло. Отметим момент, который нас порадовал — на этот раз тест на безопасность прошли все круги, в том числе лужские, которые в двух предыдущих тестах стабильно «не дотягивали» до требований стандартов. Не знаем, повлияли ли на это наши предыдущие испытания, но сам факт таких изменений к лучшему не может не радовать.

Станок СИП 40–80 с установленным кругом перед проверкой на соответствие требованиям безопасности
Типы кругов, маркировка, состав
Отрезные круги для ручных УШМ бывают двух типов — так называемые тип 41 и тип 42. Первые — плоские, вторые — с утопленной втулкой (их порой называют чашечными). Считается, что такие круги удобнее в некоторых случаях, например, когда надо отрезать заподлицо со стеной торчащий из неё арматурный прут — чашечный круг позволяет сделать рез практически параллельно стене. Сорок вторые круги менее распространены, чем сорок первые, и пользуются гораздо меньшим спросом, но тем не менее существуют. В прошлом году нам попадались такие, но на сей раз все предоставленные круги оказались однотипными, а именно ≪сорок первыми≫.
Обычно маркировка отрезного круга для УШМ выглядит примерно так: A 30 S BF или A 24 S BF. Возможны варианты написания без пробелов, это не имеет значения.
Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твёрдость (по европейской схеме обозначений, в России используется маркировка Т1, Т2 и т. д.), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки). Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причём сеток должно быть как минимум две, если речь идёт об отрезных кругах. У шлифовальных применяют три сетки.

Гости теста: Бекир Ситки Учар, региональный представитель по России и СНГ бренда Karbosan, и Андрей Дронов из компании «Квадро» (эксклюзивный дистрибьютор бренда Karbosan в России)
Нормальный электрокорунд (окись алюминия) идёт в основном на круги для резки чёрных металлов, хотя на его основе все чаще делают и круги по нержавейке. Белый электрокорунд, по сути, та же окись алюминия, но без железа, серы и хлора в составе, даже в виде примесей. Количество оксида алюминия в нём доходит до 99 %. Белый электрокорунд не дает такого прижога, как нормальный, и потому его используют для производства кругов для резки нержавейки. Дело в том (мы об этом упоминали в начале статьи) что для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Ещё встречается циркониевый электрокорунд, у него самое твёрдое зерно среди всех корундовых материалов. На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. Зерно у них очень большое, да и сами круги очень твёрдые — это повышает их ресурс.
Для резки неметаллов (бетон, кирпич, мрамор, гранит) идут круги на основе карбида кремния (или алмазные, но это уже совсем другая тема).
Что касается размера зерна, то у каждого производителя своя рецептура. В испытаниях участвовали круги с разным составом, от 400 до 710 мкм. В зависимости от размера фракции производители подбирают оптимальный состав других компонентов, потому что всё взаимосвязано. Например, у фракции 710 мкм зерно крупное, и если не угадаешь с качеством и количеством связки, его будет вырывать из круга. С зерном 500 мкм другая опасность — если переборщить с твёрдостью, круг окажется неэффективен, будет не резать, а гореть. Твёрдость задаётся не только рецептурой, но и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав у всех производителей свой и, понятное дело, не афишируется.

Гость теста: Константин Федин из представительства Hilti
Третий важный элемент, входящий в состав кругов, — стеклосетка. Она придаёт необходимую прочность — без неё (точнее, без них — как уже было сказано, их должно быть две) круг неминуемо разлетится на части. Сетка также препятствует разрыву при боковых нагрузках, которых при работе УШМ не избежать. Это ведь не станок, и когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или иную сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации, и должную прочность ему придаёт именно сетка.
Чем толще сетка, тем она прочнее, но тем меньше в круге абразива, соответственно, ниже его эффективность. Производитель вынужден искать оптимальное соотношение, подбирая толщину и прочность сетки, чтобы круг обладал и хорошей производительностью, и достаточной прочностью.
Желающие узнать, как вели себя отрезные круги разных производителей в ходе этого теста, могут скачать таблицу с детальными результатами. Там есть максимально подробные сведения по каждому испытываемому кругу.
 3М
3М
57,88 руб.
 DeWALT
DeWALT
37 руб.
 Dronco 1 mm inox Special
Dronco 1 mm inox Special
70 руб.
 Bosch Rapido
Bosch Rapido
32 руб.
 Bosch
Bosch
59 руб.
 Bosch Rapido Long Life
Bosch Rapido Long Life
87 руб.
 DWT
DWT
34 руб.
 Flexovit Mega-Line
Flexovit Mega-Line
49,9 руб.
 GermaFlex
GermaFlex
25,29 руб.
 Hilti Universal Premium
Hilti Universal Premium
44,46 руб.
 Hilti Universal Super Premium
Hilti Universal Super Premium
67,37 руб.
 Karbosan Thin Line
Karbosan Thin Line
53 руб.
 Karbosan Plus Cut&Cut
Karbosan Plus Cut&Cut
63 руб.
 Klingspor
Klingspor
30,23 руб.
 Klingspor
Klingspor
43,18 руб.
 LugaAbrasiv Extra (куплены в магазине «Интерскол-2000»)
LugaAbrasiv Extra (куплены в магазине «Интерскол-2000»)
13 руб.
 LugaAbrasiv Extra (куплены в магазине «Шурупинг»)
LugaAbrasiv Extra (куплены в магазине «Шурупинг»)
20 руб.
 LugaAbrasiv Professional
LugaAbrasiv Professional
13 руб.
 Makita
Makita
45 руб.

Metabo Promotion
48 руб.
 Metabo Flexiarapid super
Metabo Flexiarapid super
62 руб.
 Metabo Novorapid
Metabo Novorapid
55 руб.

Pferd SG-Elastic
50 руб.
 Rhodius
Rhodius
49 руб.
 Rottluff ProMax
Rottluff ProMax
42 руб.
 Rottluff PremiumFlex
Rottluff PremiumFlex
39 руб.

TAF Zoom 75
29 руб.
 Tyrolit Basic
Tyrolit Basic
39 руб.
 Tyrolit Premium
Tyrolit Premium
42 руб.
 Wurth Zebra Speed Plus
Wurth Zebra Speed Plus
60 руб.
 «Атака»
«Атака»
25 руб.

Культурная программа теста: желающие могли взять уроки верховой езды
ГОСТИ ТЕСТА
Традиционно мы приглашаем приехать и лично присутствовать на испытаниях представителей всех фирм-участников. В этот раз нас посетили: Артём Сурмач из компании «Оптимист» (они предоставили круги «Атака»); как всегда, приехал Андрей Афанасьев (компания «Активмонтаж», круги Rottluff и Tyrolit); Бекир Ситки Учар, региональный представитель по России и СНГ бренда Karbosan, и Андрей Дронов из компании «Квадро» (эксклюзивный дистрибьютор бренда Karbosan в России), а также Константин Федин из представительства Hilti. Конечно, всем интересны в первую очередь сами испытания, причём зачастую не только «собственных» кругов, но и конкурирующих брендов. Но кто хотел, мог найти в Иваново много интересного и после теста. Например, взять урок верховой езды в Малинках. Так что смысл приезжать на наши тесты однозначно есть.
Спонсор теста отрезных кругов: компания TAF Abrasivi — www.tafabrasivi.it
Автор: Алексей МЕСНЯНКИН
Тест отрезных кругов по нержавейке для УШМ опубликован в выпуске журнала «Инструменты» серии «Потребитель» лето 2012





















