Caiman 296x90
Интерскол 296x90

MITEX 2024 296x90





Каким аккумуляторным инструментом Вам приходилось работать?
Проголосовало: 1 187
 Так «исторически сложилось», что все виды инструментов и оборудования принято делить на «бытовой» и «профессиональный» уровни. Грани между ними как таковой нет: в итоге очень часто возникает странное определение — «полупрофессиональный», под которым подразумеваются или упрощённые разновидности профессиональной техники, или усложнённые бытовые аппараты. Впрочем, в последнее время производители чаще стали использовать более развёрнутые формулировки. Например, «для периодического частного использования», «для профессионального применения в периодическом режиме», «для интенсивных работ»… Вариантов много. Хотя и тут бывает непросто разобраться, что имеется в виду. Одними и теми же определениями могут описываться машины совершенно разного уровня.
Так «исторически сложилось», что все виды инструментов и оборудования принято делить на «бытовой» и «профессиональный» уровни. Грани между ними как таковой нет: в итоге очень часто возникает странное определение — «полупрофессиональный», под которым подразумеваются или упрощённые разновидности профессиональной техники, или усложнённые бытовые аппараты. Впрочем, в последнее время производители чаще стали использовать более развёрнутые формулировки. Например, «для периодического частного использования», «для профессионального применения в периодическом режиме», «для интенсивных работ»… Вариантов много. Хотя и тут бывает непросто разобраться, что имеется в виду. Одними и теми же определениями могут описываться машины совершенно разного уровня.
В этом тесте мы испытывали линейку инверторных сварочных аппаратов ESAB (ЭСАБ), отнесённую производителем к оборудованию для частного применения, то есть к тому, которое считается «бытовым» или «хобби-классом». Модели новые — информация об этой линейке появилась в августе прошлого, 2019 года. Но тут надо учитывать, что ESAB — компания, которая специализируется на сварке уже более сотни лет и выпускает преимущественно даже не профессиональную, а промышленную технику, рассчитанную на работу в заводских условиях. Уже по этой причине изначально можно рассчитывать, что их «бытовая» линейка по своим возможностям будет сильно отличаться от аналогичного оборудования множества других компаний.
В данную линейку входит четыре сварочных аппарата. Два из них по габаритам и особенностям напоминают типичные инверторы «хобби-класса». Подобные машины в изобилии представлены в магазинах. Два других — мощнее и значительно тяжелее, тем не менее тоже рассчитаны на частное применение.
 ESAB HandyArc 140i | HandyArc 160i
ESAB HandyArc 140i | HandyArc 160i
Инверторные сварочные аппараты для сварки штучными электродами методом ММА
Аппараты позиционируются производителем как предназначенные для хобби, мелкого ремонта, работы в учебных заведениях и мастерских. Сварочные инверторы такого типа наиболее популярны у «частников». Сами по себе они очень просты: единственный орган управления — поворачивающаяся рукоятка, которой устанавливают силу выходного тока. Ещё на корпусе имеются два вывода для подключения сварочных кабелей и выключатель. Такие аппараты поставляются в комплекте с кабелями в сборе, готовы к работе сразу «из коробки». Всё что понадобится для начала работы — маска и подходящие электроды.
ESAB HandyArc 140i и HandyArc 160i внешне выглядят практически одинаково, при этом отличаются очень компактными размерами и весом — их можно поместить на ладони. Однако возможности у моделей достаточно серьёзны: по утверждению производителя, они способны варить электродами всех типов, диаметром до 2,5 и 3,25 мм — в непрерывном режиме, диаметром до 3,0 и 4,0 мм — с перерывами. Причём допускается сварка не только обычной стали, но и «нержавейки», и алюминия. Даже не глядя на аппарат, только «по проводам» уже сразу можно отметить отсутствие «экономии». Так, сетевой кабель — длиной 3 метра, кабель с электрододержателем — 3 метра, обратный кабель (который нередко не совсем верно называют массой) — 2 метра. Тут есть такой нюанс: сварочные инверторы — сложная электронная техника, которая рассчитывается с учётом некоей «базовой» длины кабелей. Чем они короче, тем меньше в них потерь и тем в принципе лучше будут показатели. И это достаточно серьёзные потери — вплоть до того, что при прочих равных условиях в аппараты «с короткими кабелями» можно поставить менее мощные электронные компоненты. Да и сами толстые медные кабели стоят недёшево. В общем, соблазн сэкономить — есть. И большинство сварочных аппаратов бытового назначения комплектуются кабелями длиной всего 1,5– 2,0 м. Однако с уменьшением длины кабелей снижается маневренность, работать становится труднее.
Кроме кабелей, в комплект входит и наплечный ремень, для переноски можно воспользоваться рукояткой на корпусе. Органы контроля — светодиоды включения и перегрузки. Выключатель выполнен как «клавиша», находится на задней стенке корпуса.
 ESAB LHN 200i Plus
ESAB LHN 200i Plus
Инверторный сварочный аппарат для сварки штучными электродами методом ММА и аргонно-дуговой сварки методом TIG Lift
 ESAB LHN 250i Plus
ESAB LHN 250i Plus
Инверторный сварочный аппарат для сварки штучными электродами методом ММА и аргонно-дуговой сварки методом TIG Lift
Эти два аппарата, подобно моделям ESAB HandyArc, тоже позиционируются как предназначенные для частного применения, а также в областях гражданского строительства и общего производства. Но они же описываются как техника для профессиональной сварки. Противоречия нет: заявленные параметры для частника окажутся, возможно, избыточными, они скорее характерны для профессиональных аппаратов. Можно подметить и ещё одну особенность: максимальный диаметр электрода, заявленный в аннотациях, — всего 4,0 мм, хотя техника с максимальной силой тока в 200–250 ампер вполне способна уверенно работать и с электродами диаметром 5–6 мм. И здесь нет никакого противоречия: при диаметре электрода в 4,0 мм эти аппараты способны варить в непрерывном режиме, при больших диаметрах — в периодическом. Хотя ручная дуговая сварка, особенно «в быту», — процесс, в котором перерывы неизбежны: как минимум время от времени нужно менять электроды и перемещаться. В общем, тут явное занижение возможностей. Но стоит учитывать, что ESAB очень серьёзно занимается промышленным сварочным оборудованием, а в этой сфере завышать показатели не принято. Напротив, в ней обычно закладываются запасы по прочности и мощности. Оба инвертора имеют жёсткую конструкцию с усиленными и ударопрочными панелями, снабжены рукоятками для переноски, могут также использоваться с наплечными ремнями. Опять отметим очень большую длину входящих в комплект сварочных кабелей — 4 метра для электрододержателя и 3 метра для кабеля сварочного зажима.
 Кроме работы ручной дуговой сваркой, аппараты допускают возможность сварки «аргоном» методом TIG Lift. «Аргон», хотя и является самым медленным и непростым в освоении способом, позволяет проводить сварку буквально любых металлов и сплавов. Сварка проводится с помощью горелки, в которую подаётся защитный газ (аргон или его смеси с другими газами), внутри горелки располагается заострённый вольфрамовый электрод. При работе одной рукой управляют горелкой, другой — подают в сварочную ванну металл для шва в виде прутка или проволоки.
Кроме работы ручной дуговой сваркой, аппараты допускают возможность сварки «аргоном» методом TIG Lift. «Аргон», хотя и является самым медленным и непростым в освоении способом, позволяет проводить сварку буквально любых металлов и сплавов. Сварка проводится с помощью горелки, в которую подаётся защитный газ (аргон или его смеси с другими газами), внутри горелки располагается заострённый вольфрамовый электрод. При работе одной рукой управляют горелкой, другой — подают в сварочную ванну металл для шва в виде прутка или проволоки.
Перед началом сварки методом TIG Lift включают подачу газа, затем электродом касаются свариваемой детали, при отведении электрода возникает дуга. Поступающий газ обеспечивает защиту от окисления и самого электрода, и сварочной ванны.
Эта возможность — опция, комплект «для аргона» и баллоны с газом приобретают отдельно. Режимы сварки ММА и TIG требуют разных параметров сварочного тока, переключатель параметров находится на передней панели. На ней же у обоих аппаратов имеются регулятор тока, цифровой индикатор значения тока, светодиоды включения и перегрузки.
Различия в размерах и дизайне между аппаратами не особенно велики. На ESAB LHN 200i Plus сзади установлен поворотный выключатель напряжения. У ESAB LHN 250i Plus этот выключатель выполнен в виде двухполюсного «пакетника». (63 А), примерно такого же, какие встречаются буквально в любом электрощите. Также этот аппарат изначально не комплектуется сетевой вилкой. Обычное явление для мощных сварочных аппаратов, их часто используют в стационарных условиях, при этом подключают к сети не через вилку с розеткой, а напрямую к клеммам, чтобы исключить лишние электрические контакты. Если понадобится, вилку легко поставить и самостоятельно (рекомендация производителя — вилка должна быть рассчитана на силу тока не менее 30 А).
Ещё одно отличие у этой модели — регулируемая функция Arc Force («форсаж дуги»). Принцип её действия таков. При сварке электрод необходимо удерживать на расстоянии нескольких миллиметров от сварочной ванны. Если приблизить слишком сильно — возникает опасность «залипания». Чтобы этого избежать, система управления инвертором поднимает сварочный ток, электрод начинает плавиться быстрее и расстояние между ним и заготовкой увеличивается. Функция Arc Force очень удобна, повышает качество сварки, в той или иной мере есть у всех инверторных аппаратов, но возможность её регулировки дополнительно упрощает работу в ряде сложных случаев. Оптимальные параметры подбирают опытным путём (в зависимости от материала, его толщины, типа электродов).
ТЕСТ: ВОТ ТАКОЕ «ХОББИ»
Вообще говоря, тестировать сварочные аппараты непросто. В заявленных пределах они обычно работают так, как им и положено, — «варят и варят». А в не совсем расчётных режимах или при каких-то сложных работах многое, если не почти всё, зависит от мастерства сварщика и установленных настроек (хотя у таких сварочных аппаратов настройка по большому счёту одна — сила тока). Словом, нюансов много. Но почти все выводы субъективны.
Есть, впрочем, ещё одна важная особенность, влияющая на результат, — электроды. Их множество видов, разница, даже при сварке стали — в толщине, материале покрытия, материале самой проволоки, из которой сделан электрод. При проведении теста использовались электроды ESAB ОК 46.00 с рутилово‑целлюлозным покрытием. Эти электроды имеют универсальное применение при сварке низкоуглеродистых и низколегированных сталей, выпускаются диаметрами от 1,6 до 5,0 мм, доступны чаще всего в упаковках весом в 2,5 и 5,0 кг. Несколько месяцев назад наиболее «ходовые» электроды этого типа диаметром 3,0 мм начали продавать и упаковками весом в 1,0 кг (1).

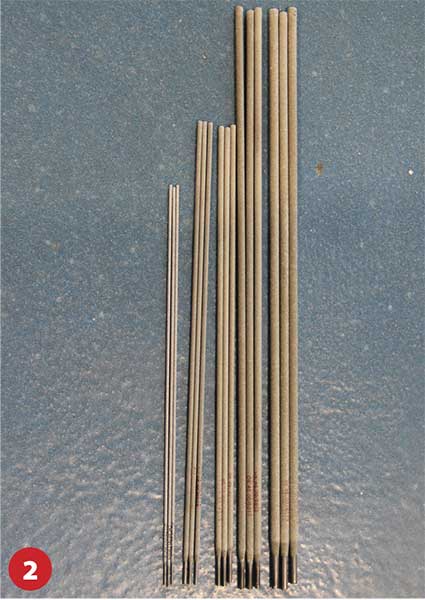 Мы работали электродами диаметром 1,6, 2,5, 3,0, 4,0 и 5,0 мм (2).
Мы работали электродами диаметром 1,6, 2,5, 3,0, 4,0 и 5,0 мм (2).
В качестве свариваемых материалов использовали нарезанные пластины разной толщины — от 1 до 20 мм.
Продолжительность включения. Или сокращённо ПВ. Этот параметр обычно можно оценить относительно достоверно, хотя и проще, чем «в лабораторных условиях». Суть в следующем: любой сварочный аппарат при работе нагревается. При очень высоких токах, близких к максимальным, и продолжительной работе он может нагреться до срабатывания собственной тепловой защиты.
Если не вдаваться в подробности лабораторных методик, ПВ замеряют в процентах от возможного времени работы в течение 10 минут, его всегда указывают в документации на оборудование. И указывается как минимум два значения (бывает и больше). Первое — в форме: «ПВ составляет столько-то процентов при максимальном токе». Второе — «При каком установленном токе аппарат не отключается» (то есть ПВ составляет 100 процентов). Сварка электродами в реальных условиях всегда проходит с перерывами: каждая замена электрода занимает несколько секунд, к тому же сварщику надо перемещаться, приноравливаться… за это время техника успевает остыть, так что и этот параметр можно считать условным. Есть и ещё одна важная «хитрость»: ПВ сильно зависит от температуры окружающей среды. У недорогих бытовых аппаратов эта температура почти никогда не указывается, но, скорее всего, имеется в виду «комнатная», то есть примерно 20 °C. У производителей профессиональной техники чаще всего принято указывать температуру в 40 °C. Разница в ПВ при разных температурах очень велика.
В реальных условиях ПВ можно примерно оценить так: взять электрод большого диаметра, установить максимальный ток — и варить, по возможности не прерываясь, пока не сработает тепловая защита аппарата.
Для этого опыта был взят наиболее компактный и маломощный аппарат ESAB HandyArc 140i, стальная пластина толщиной 20 мм и электроды ESAB ОК 46.00 диаметром 5,0 мм. Согласно аннотации, этот аппарат способен работать в непрерывном режиме электродами диаметром до 2,5 мм, с ограничением по продолжительности сварки — диаметром до 3,0 мм. То есть условия заведомо превышали заявленные возможности. «Рекомендуемый предохранитель» для него — 16 А, такие же обычно ставятся в бытовой электросети.
 Итог оказался таким, что тестировать другие аппараты стало бессмысленно. После полутора электродов «выбило» пакетный выключатель (на 16 А) в электрическом щите. Включили, продолжили. Когда закончился второй электрод, обратили внимание, что сварочные кабели и наконечники очень ощутимо разогрелись, а стальная плита, на которую наплавлялся электрод, — заметно деформировалась (3). Далее опыт решили прекратить. «Задавить» аппарат не удалось. Очевидно, что в обычных условиях, при комнатной температуре, с перерывами, при работе электродами допускаемого диаметра (а значит, и уменьшенным сварочным током) владельцу придётся очень постараться, чтобы сработала защита.
Итог оказался таким, что тестировать другие аппараты стало бессмысленно. После полутора электродов «выбило» пакетный выключатель (на 16 А) в электрическом щите. Включили, продолжили. Когда закончился второй электрод, обратили внимание, что сварочные кабели и наконечники очень ощутимо разогрелись, а стальная плита, на которую наплавлялся электрод, — заметно деформировалась (3). Далее опыт решили прекратить. «Задавить» аппарат не удалось. Очевидно, что в обычных условиях, при комнатной температуре, с перерывами, при работе электродами допускаемого диаметра (а значит, и уменьшенным сварочным током) владельцу придётся очень постараться, чтобы сработала защита.

Наконечники «родных», то есть прилагаемых к аппарату варочных кабелей после теста. Несмотря на высокую нагрузку, никаких изменений нет, ничего не оплавилось, Можно отметить, что выполнены они на высоком уровне и не потребуют замены через непродолжительное время (к недорогим аппаратам обычно прилагаются кабели с наконечниками «попроще»)
Сварка тонких заготовок. Это как раз тот случай, когда многое зависит от сварщика. Потребность в такой работе возникает нередко, но она требует серьёзной квалификации, хорошей подготовки материалов и аккуратности.
Для этого использовали пластины толщиной 1 мм, на которые тоже проводилась наплавка. Подбирали некие «комфортные токи», чтобы работать было достаточно удобно. При высоких токах заготовка прожигается насквозь, при низких — не удаётся разжечь качественную дугу, заготовка прилипает к электроду. Эта проверка — очень субъективна, прожог можно сделать и при низком значении тока. Но кое-какую информацию можно извлечь и из такого теста.
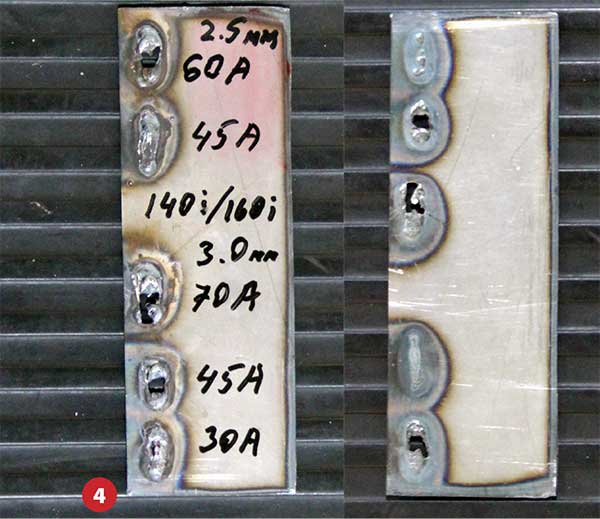 На фотографии (4) — одна из пластин снята с двух сторон. Применялись электроды в 2,5 и 3,0 мм. Рекомендуемое нижнее значение тока для них (информация взята с упаковки) 60 и 70 А. Но на таких токах миллиметровая сталь, конечно, прожигается. Ток надо сильно занижать. Интересно тут следующее. Оптимальны для таких работ не «тонкие», а «средние» электроды — диаметром 2,5–3 мм. «Комфортная работа» у электрода 2,5 мм — при токе в районе 45 ампер; у электрода 3,0 мм — 30 ампер, то есть чем он толще, тем сильнее надо «занижать» ток. Более толстые электроды в таких условиях зажечь вряд ли получится. Работать электродом 1,6 мм тоже сложно: он сгорает слишком быстро, а стоит его поднести ближе — залипает и раскаляется с разрушением обмазки.
На фотографии (4) — одна из пластин снята с двух сторон. Применялись электроды в 2,5 и 3,0 мм. Рекомендуемое нижнее значение тока для них (информация взята с упаковки) 60 и 70 А. Но на таких токах миллиметровая сталь, конечно, прожигается. Ток надо сильно занижать. Интересно тут следующее. Оптимальны для таких работ не «тонкие», а «средние» электроды — диаметром 2,5–3 мм. «Комфортная работа» у электрода 2,5 мм — при токе в районе 45 ампер; у электрода 3,0 мм — 30 ампер, то есть чем он толще, тем сильнее надо «занижать» ток. Более толстые электроды в таких условиях зажечь вряд ли получится. Работать электродом 1,6 мм тоже сложно: он сгорает слишком быстро, а стоит его поднести ближе — залипает и раскаляется с разрушением обмазки.
В целом вывод очень банальный: варить тонкий металл таким аппаратом можно, но требуется заранее подобрать оптимальный для себя ток и попрактиковаться.
Алюминий. А вот это — режим, в котором многое зависит и от сварщика, и от аппарата, и от электродов. Вообще говоря, сварка алюминия аппаратами для ручной дуговой сварки практикуется очень редко и только для неответственных работ. Слишком много нюансов. Для всего остального есть «аргон». Но, как выяснилось, даже аппараты «хобби-уровня», то есть ESAB HandyArc 140i и HandyArc 160i, на это вполне способны. Здесь использовались электроды ESAB OK ALMN1 диаметром 3,2 мм (для сварки изделий из алюминиево‑марганцовистых и алюминиево‑магниевых сплавов). Установленный ток — 75 А («паспортное» значение для них — 70–120 A). Результат — на фотографии (5).

«Аргон». Как уже говорилось, две «старшие» модели линейки, ESAB LHN 200i Plus и ESAB LHN 250i Plus, поддерживают возможность TIG-сварки, то есть работы «аргоном».
 На фото (6) — устройство горелок для этого вида сварки. Внутри корпуса горелки в латунном цанговом зажиме располагается заострённый вольфрамовый электрод, с одной стороны навинчивается наконечник, с другой — керамическое сопло. Есть и более сложная разновидность — газовая линза (на фотографии её элементы находятся левее электрода и цанги). В этой конструкции внутри корпуса цанги имеется несколько слоёв сетки из нержавеющей стали. Для обычной горелки характерно турбулентное движение потока выходящего защитного газа. Горелка с линзой позволяет перейти к ламинарному течению — «выправить поток». Преимущество — улучшается качество сварки, недостаток — повышается расход газа. «Линзы» чаще используют при сварке «трудных» металлов, вроде титана и алюминия.
На фото (6) — устройство горелок для этого вида сварки. Внутри корпуса горелки в латунном цанговом зажиме располагается заострённый вольфрамовый электрод, с одной стороны навинчивается наконечник, с другой — керамическое сопло. Есть и более сложная разновидность — газовая линза (на фотографии её элементы находятся левее электрода и цанги). В этой конструкции внутри корпуса цанги имеется несколько слоёв сетки из нержавеющей стали. Для обычной горелки характерно турбулентное движение потока выходящего защитного газа. Горелка с линзой позволяет перейти к ламинарному течению — «выправить поток». Преимущество — улучшается качество сварки, недостаток — повышается расход газа. «Линзы» чаще используют при сварке «трудных» металлов, вроде титана и алюминия.
 TIG-сварка для этих аппаратов — опциональная возможность, горелку, рукав и газовый баллон для такой работы придётся покупать отдельно. Поэтому и проверили её мы в режиме «опции» — с целью убедиться, что такое возможно. Один из результатов — на фото (7). Варили нержавеющую сталь.
TIG-сварка для этих аппаратов — опциональная возможность, горелку, рукав и газовый баллон для такой работы придётся покупать отдельно. Поэтому и проверили её мы в режиме «опции» — с целью убедиться, что такое возможно. Один из результатов — на фото (7). Варили нержавеющую сталь.
Выводы. По ощущениям работать аппаратами ESAB гораздо комфортнее, чем недорогими бытовыми инверторами. Это подтверждается и испытаниями: сварка алюминия — задача, которую из-за сложности почти не решить методами обычной сварки плавящимися электродами. Здесь это оказалось сравнительно просто.
Нельзя не отметить и большие запасы прочности, заложенные в конструкцию аппаратов. И не только механической — техника способна выдержать длительные перегрузки по силе тока и продолжительности включения.
⇒ ЧИТАЙТЕ ТАКЖЕ
Пресс-тур по Технологическому центру ESAB и машиностроительному заводу «Бецема»
Официальный российский сайт ESAB (ЭСАБ): esab.ru
Авторы: Андрей Зайцев и Максим Грибоедов.
Тест опубликован в объединённом выпуске «Весна 2020» (№1’2020)
журналов «Инструменты» + «Всё для стройки и ремонта» + «GardenTools»
серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.
Апрель 2020 года