Caiman 296x90
Интерскол 596x90

MITEX 2024 296x90






 На идею этого теста нас натолкнула контекстная реклама сварочных электродов, в которой было написано: «Попробуйте наши ОК 46.00. Экономьте на закупках в два раза. Российский аналог». ОК 46.00 — это обозначение электродов с рутил-целлюлозным покрытием, которые производит шведская компания ESAB. Эти электроды очень хорошо известны и популярны в профессиональной среде, поэтому фраза «аналог» в рекламе и недвусмысленный намёк на более низкую цену привлекли наше внимание. Сразу возникли три вопроса:
На идею этого теста нас натолкнула контекстная реклама сварочных электродов, в которой было написано: «Попробуйте наши ОК 46.00. Экономьте на закупках в два раза. Российский аналог». ОК 46.00 — это обозначение электродов с рутил-целлюлозным покрытием, которые производит шведская компания ESAB. Эти электроды очень хорошо известны и популярны в профессиональной среде, поэтому фраза «аналог» в рекламе и недвусмысленный намёк на более низкую цену привлекли наше внимание. Сразу возникли три вопроса:

Коробки похожи настолько, что легко перепутать. А содержимое разное — в той, что поменьше, электроды «Ватра», в правой, которая побольше, — ESAB
Несколько запросов в поисковиках показали, что ситуация очень распространённая — «закос под ESAB» встретить легко. И не только в Интернете — они есть и в строительных гипермаркетах, и в крупных инструментальных интернет-магазинах. Одну из разновидностей «аналогов» мы купили в гипермаркете «Леруа Мерлен», другую — в интернет-магазине «Всеинструменты».
Можно сказать, что в данной ситуации компания ESAB оказалась заложницей собственной популярности. Жёлтая коробка и обозначение ОК 46.00 в профессиональной тусовке стали такими же синонимами ESAB, как «ксерокс» стал синонимом копировального аппарата. Кстати, исторически происхождение аббревиатуры ОК — это не что иное, как инициалы основателя компании ESAB Оскара Кьельбергема. Инициалы стали названием типа электродов, а потом название типа электродов ушло в народ и стало ассоциироваться с высоким качеством. Естественно, другие производители постарались найти возможность использовать чужую популярность в своих интересах и начали выпускать свою продукцию в упаковках с похожей расцветкой, но так, чтобы не было повода для обвинений в нарушении авторских прав. И аббревиатуру «ОК» слегка изменили — с той же целью. Так что юридически это не подделка. Формально это даже нельзя назвать введением покупателя в заблуждение — заявленные характеристики похожи, электроды формально с таким же покрытием, предназначены для тех же задач, и термин «аналог» здесь в принципе может быть уместен. Но выглядит всё это, если честно, не очень красиво — как попытка воспользоваться чужой популярностью и недостаточной осведомлённостью покупателей.
Ну хорошо… мы уже видим, что явление массовое и что это не подделка, а мимикрия под успешного конкурента, с правовой точки зрения не наказуемая. Но есть заявление об аналогичных качествах, и вот оно уже может подлежать проверке. Технические характеристики похожи, а вот как электроды поведут себя в работе? Именно это мы и решили выяснить.
ВИДЕО


Упаковки с электродами, отобранными на тест. Сверху — ESAB, и, как видно, надпись ОК 46.00 здесь не очень крупная. Ниже — Inforce… расцветка упаковки сильно отличается, перепутать сложно. Но надпись «ОК‑46» крупная, хорошо заметна. Ещё ниже — «Ватра»… здесь уже и упаковка почти идентична «эсабовской», и надпись «ОК 46.» видна за километр
ВЫБОР ОБРАЗЦОВ
Для испытаний мы отобрали электроды трёх производителей. Первые — оригинальные ESAB OK 46.00, сделанные на заводе компании в Санкт-Петербурге. Куплены в гипермаркете «Петрович».
Вторые — электроды производства белорусской компании «Ватра»:¸ их продают в пачках, внешне очень похожих на «эсабовские» и с крупной надписью «ОК 46.». Куплены в гипермаркете «Леруа Мерлен». Обратите внимание — не «ОК 46.00», а «ОК 46.» — надпись похожа, но не идентична.
Третьи — Inforce — собственный бренд интернет-магазина «Всеинструменты», изготовлены компанией «Электрод-Бор». Коробка выполнена тоже в чёрно-жёлтой гамме, как и ESAB, но отличается — спутать гораздо сложнее. Однако надпись «ОК‑46» (уже через дефис) присутствует и здесь, так что основание для сравнения у нас есть.

Варим шов внахлёст
Испытывали образцы двух популярных диаметров 3 и 4 мм. Все пачки были вскрыты одновременно, за сутки до начала теста, и эти сутки хранились в помещении с влажностью воздуха около 55%. Варили образцы из стали Ст3 сп, толщиной 3–5 и 8–10 мм для электродов диаметром 3 и 4 мм соответственно.
ПРОБЛЕМЫ ТЕСТА ЭЛЕКТРОДОВ И МЕТОДИКА ИСПЫТАНИЙ
Тестировать электроды — очень непростая задача. В процессе принимают участие как минимум три важные составляющие: сам электрод, сварочный аппарат и сварщик. Каждая из них вносит свой вклад в результат. Особенно сварщик: известно, что опытный специалист сделает хороший шов практически любым электродом. Но сколько времени и сил он на это потратит?
Получается, что для корректной оценки именно электродов нужно каким-то образом исключить влияние на процесс сварщика и сварочного аппарата. С аппаратом, допустим, ещё есть идеи: выбрать один и работать только на нём (мы взяли два, чтобы посмотреть, будет ли разница — об этом расскажем позже). А вот что делать со сварщиком, как получить объективные отзывы? Заменить бы его роботом, но роботы обычно варят проволокой. Возможно, есть и те, что варят покрытыми электродами, но нам о таких пока слышать не доводилось. И потом, даже если робот есть, как выяснить, что он «думает» о том или ином электроде?
Следующий вопрос — как и по каким критериям оценивать электроды? Понятно, что любой более или менее опытный сварщик знает, как ведёт себя «хороший» и «плохой» электроды… Но одно дело знать и суметь сделать качественный шов даже низкокачественным электродом. И совершенно другое — максимально детально обосновать своё мнение.

Сварщик работает вслепую — он не знает, каким конкретно электродом он варит в данный момент времени. Помощник и выбирает, и устанавливает электрод в держатель
С методикой оценки нам помогли сотрудники компании ESAB, предоставив свои наработки. Это список из 12 критериев, по каждому из которых предполагается поставить оценку по 10‑балльной шкале. Список составлен на основе обобщения огромного опыта многих сварщиков, рассчитан на профессиональную среду, очень подробный и, что называется, «въедливый».
Вот он:
Поджиг дуги (1 — дугу нельзя зажечь в ходе многократных попыток, 10 — прекрасное возбуждение с первой же попытки).
Устойчивость дуги (1 — дуга постоянно отклоняется и сильно трепещет, 10 — дугой можно работать почти как кисточкой, она абсолютно стабильна и предсказуема).
Растяжимость дуги (1 — почти невозможно подобрать подходящую длину дуги, 10 — дуга не рвётся при удлинении на четыре диаметра электрода).
Перенос металла электрода (1 — электрод постоянно прилипает, 10 — перенос идёт очень мелкими каплями и процессом легко управлять).
Перенос шлака (1 — шлак сильно кипит и смешивается с металлом, 10 — идеальная вязкость и прозрачность шлака).
Плавление покрытия (1 — покрытие кусками падает в шлаковую ванну, 10 — плавится (сгорает) без каких-либо нареканий).
Брызги вокруг шва (1 — чрезвычайно сильное разбрызгивание, 10 — настолько низкое, что металл не нужно чистить после сварки).
Распределение шлака (1 — очень неравномерное, с внедрением в металл в отдельных местах, 10 — равномерное и гладкое).
Отделение шлака (1 — очень плохое отделение, когда нужно многократно стучать молотком; 10 — самоотделение шлака).
Вид шва (1 — рытвины и другие очень грубые дефекты, 10 — очень мелкая «чешуя» или её отсутствие).
Смачивание краёв шва (1 — глубокие подрезы, 10 — вогнутый или плоский шов с плавным переходом к наплавленному металлу по всей длине).
Симметрия шва (1 — резкое нарушение формы сечений шва, 10 — симметричный в сечениях шов по всей длине).
Теперь понятно, как добиться от сварщика детальной и обоснованной оценки каждого электрода. Мы разложили перед ним «опросный лист» — список всех критериев с расшифровками. И после каждого шва он проходил по всему списку и называл свои оценки по каждому из них. Да, фактически мы имеем дело с субъективным мнением. Но при большом объёме испытаний субъективная оценка должна дать объективную — в соответствии с законом больших чисел.

«Шпаргалки» с описанием критериев оценки. После каждого шва сварщик с помощником проходят по всему списку, сварщик называет свои оценки по каждому пункту (напомним — он не знает, какой именно электрод оценивает), а помощник фиксирует все цифры. Он-то знает, о ком речь, но молчит

Тавровый шов на различных токах. Хорошо видна разница в смачивании краёв шва. Слева — ток слишком маленький, шов «вздутый», напоминает шарик. Правее — ток выше, шов более плоский. Ещё правее — практически идеальный вариант, плосковогнутый шов с плавным переходом от края шва к детали. Ещё правее — ток уже высоковат. Это демонстрационный образец, сделан для иллюстрации. В ходе теста мы делали более длинные швы, в одном режиме на всю длину стыка деталей
И ещё один крайне важный момент — сварщик не должен знать, каким электродом он варит в данный момент времени. Причина вполне очевидная: он и так оценивает субъективно, опираясь на собственный опыт и ощущения. Не надо добавлять к этому ещё и личные пристрастия или, наоборот, антипатии к тому или иному бренду, это в какой-то мере исказит результат. Кстати, по этой же причине мы пригласили сварщика, не являющегося сотрудником редакции или какой-либо из компаний, чья продукция принимала участие в тестировании.
Сам тест выглядел так. Сварщик получает электроды и варит швы, не зная, каким электродом он работает в конкретном случае. Он варит швы двух типов (тавр и внахлёст), электродами разного диаметра (3 и 4 мм), двумя аппаратами (ESAB LHN 200i Plus и «Ресанта» САИ 220, близкими по заявленной величине максимального сварочного тока). Работает в разных режимах — на низком и высоком токе (у нижней и верхней границ разрешённого диапазона, который, следует отметить, у электродов разных марок различается). А также в середине диапазона, постепенно увеличивая ток с шагом 10 А. И после каждого электрода — проход по всему списку критериев с выставлением оценок по каждому из них.

У ESAB LHN 200i Plus есть цифровая индикация выбранного тока, ошибиться практически невозможно. Плюс аппарат честно выдаёт то, что заявлено. На фото видно, что у «Ресанты» нет индикатора, ориентироваться можно только на шкалу, а она не слишком точная. И к тому же, как нам удалось выяснить в ходе теста, этот аппарат конкретно «недоливает» — реальное значение сварочного тока меньше заявленного
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Как мы и предполагали, до звания «аналогов» белорусские и нижегородские электроды не дотягивают. Хотя они оказались неплохими, но всё же не ESAB.
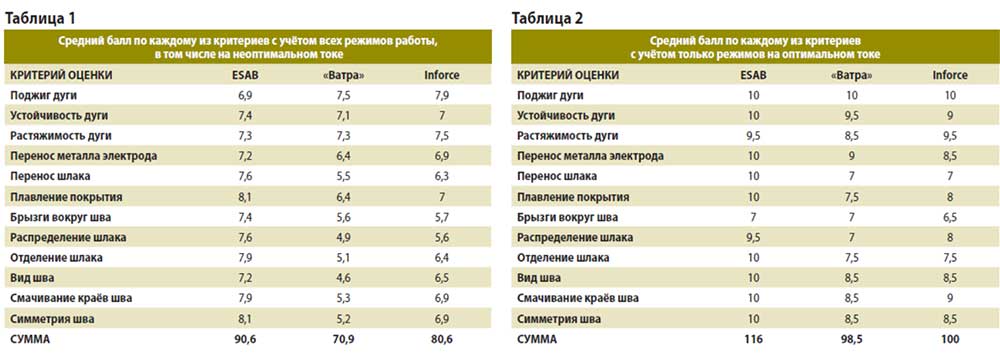
Ниже приведены две таблицы. В обеих в первом столбце приведён список критериев, по которым мы оценивали электроды, а дальше — средняя оценка каждого из электродов по каждому критерию. В первой таблице в усреднение включены все данные, в том числе те, что получены в явно не оптимальном режиме (например, на нижней границе разрешённого диапазона по току, а то и ещё ниже, если работали «Ресантой»). Во второй таблице — всё то же самое, но для расчёта взяты только цифры, полученные в оптимальных режимах работы (аппарат ESAB LHN 200i Plus, ток в середине разрешённого диапазона). Поэтому в первой таблице оценки в целом ниже — на малом токе даже самый прекрасный электрод не покажет свои лучшие качества. Так что всё логично.
ЗАЧЕМ ПОНАДОБИЛАСЬ «РЕСАНТА» И НЕОПТИМАЛЬНЫЕ РЕЖИМЫ СВАРОЧНОГО ТОКА?
Казалось бы, логично было публиковать только те результаты, что получены на оптимальном токе. Но точно выставить ток можно не всегда, если работаете аппаратом бытового уровня с очень приблизительной шкалой. А в массовом сегменте они почти все такие. Из-за этого мы взяли два аппарата совершенно разного класса — явно бытовой «Ресанта» САИ 220 и профессиональный ESAB LHN 200i Plus. У ESAB цифровая индикация установленного тока и заявленные характеристики совпадают с реальными, мы проверили это токовыми клещами. У «Ресанты» шкала «крутилки» регулятора малоинформативная, плюс аппарат «недоливает» — реальный ток ниже заявленного. Мы попытались варить электродом-«пятеркой» на максимальном токе (такая возможность у «Ресанты» заявлена). Ожидаешь заявленные 220 А, раз уж регулятор выкручен до упора, а реально получаешь не более 165 А, по данным измерений. К сожалению, подобное явление носит массовый характер, поэтому мы решили, что надо проверить поведение электродов и в таких ситуациях. То, что мы в тесте считаем неоптимальным режимом, у большинства россиян может оказаться как раз типичной ситуацией.
У электродов ESAB самый обширный диапазон рекомендованного сварочного тока — от 70 до 140 А для 3 мм и от 100 до 200 А для 4 мм. У Inforce — 80–140 А и 140–220 А соответственно. У белорусской «Ватры» самый узкий диапазон — 90–120 и 130–160 А. Во время испытаний мы ставили ток, исходя из рекомендаций производителя. То есть «эсабовскими» пробовали варить на 70 А, но Inforce и «Ватру» в такой режим не загоняли. Это объясняет, почему электроды ESAB получили, например, более низкую оценку по параметру «Поджиг дуги» — на таком низком токе она загорается гораздо менее охотно, чем на более высоком. Поставили 90 А (которые заявлены как минимальный ток для «Ватры») — картина становится совершенно иной, для ESAB это уже оптимальный режим, в котором все электроды показали прекрасный результат. Однако ESAB действительно работает и на таком низком токе, так что можно сделать шов приемлемого качества (не ниже 6 баллов по 10‑балльной шкале).
КОММЕНТАРИИ К ТАБЛИЦАМ
Некоторые пункты рассмотрим подробнее, чтобы понятнее было, чем обусловлена разница в оценках и в чём она выражается на практике. Например, как ведёт себя жидкий шлак — здесь разница заметна как в оптимальном, так и в неоптимальном режиме. Десять баллов — он идеально прозрачный, через него прекрасно просматривается шов, шлак растекается ровно и полностью закрывает ванну. Семь баллов — шлак немного мутноват, видно через него хуже, но в целом неплохо. Растекается, может, не идеально, но, в общем, тоже хорошо.
Так вот, в оптимальном режиме у ESAB десятка, у Inforce и «Ватры» — семь баллов. В неоптимальном ESAB съезжает до семи, а «Ватра» — до 5,5. А это уже означает, что шлак мутный, через него плохо видно шов, он может кипеть или растекаться неравномерно.
Плавление покрытия: оценка в 6–7 баллов означает, что обмазка сгорает в целом хорошо, но слегка неравномерно, возможен небольшой «козырёк», который не затрудняет процесс сварки.
Отделение шлака: 10 баллов — это самоотделение, 7 баллов — лёгкое отделение, достаточно небольшого удара молотком, 5 баллов — это уже затруднённое, когда приходится стучать неоднократно.
Вид шва: 10 баллов — очень мелкая «чешуя» или вовсе гладкая поверхность, от 8 до 10 — более крупная. А вот 4–5 баллов («Ватра», когда не угадал с током) — это уже с грубыми дефектами поверхности; 5–6 — грубая «чешуя», но равномерная, без заметных дефектов.
Смачивание краёв шва: в идеале шов должен быть вогнутым или плоским, с плавным переходом к детали — это 10 баллов; 5 баллов — очевидно выпуклый шов, этакий «шарик» с явно выраженными резкими границами.
Симметрия шва: 10 баллов — когда шов полностью симметричен по всей длине, 8 — симметричен на большей части длины, 5 баллов — это когда он на большей части длины асимметричен.

Самоотделение шлаковой корки — десять баллов

А вот здесь её приходится отбивать. Отделяется не сразу, приходится наносить несколько сильных ударов — оценка не выше пяти баллов
ВЫВОДЫ
По итогам теста мы бы сказали, что ESAB в общем зачёте занял первое место, Inforce — второе, «Ватра» — третье. На оптимальных режимах Inforce и «Ватра» отличаются слабо, но если смотреть полную картину, то разница намного больше.
Если у вас после прочтения статьи сложилось впечатление, что мы противопоставляем ESAB конкурентам — вы угадали. Изначально идея теста была в том, чтобы отобрать электроды, похожие на «эсабовские» ОК 46.00, и проверить, дадут ли они такой же результат. То есть это не просто сравнение электродов разных брендов с целью выяснить, кто лучше, а кто хуже — здесь подход немного более въедливый. Ведь совпадения в дизайне и маркировке явно не случайны, об этом мы подробно писали в начале статьи. Значит, оценка с позиции: «А правда ли вы настолько похожи, как хотите это показать?» вполне оправдана.
Вывод по итогам теста: конечно, это не продукция аналогичного качества. Неплохие электроды, но до уровня ESAB они не дотягивают. Разница между ESAB и «электродами, похожими на ESAB» будет особенно заметной, если у вас нет возможности точно выставить ток — то есть почти всегда, если мы говорим о DIY-сегменте, где массово применяют самые дешёвые сварочные аппараты.
Официальный российский сайт компании ESAB (ЭСАБ): esab.ru
Тест провели Андрей Зайцев и Алексей Меснянкин.
Статья опубликована в объединённом выпуске «Лето-осень 2020» (№3’2020)
журналов «Инструменты» + «Всё для стройки и ремонта» + «GardenTools»
серии «Потребитель».
Архив всех выпусков в pdf-формате смотрите здесь.
Сентябрь 2020 года