MITEX 2026 596x90






 Есть версия, что слово «столяр» произошло от слова «стол». Предлагаем вашему вниманию три отдельные статьи, посвящённые изготовлению столов — для фрезерного и сверлильно-присадочного станков, а также письменного.
Есть версия, что слово «столяр» произошло от слова «стол». Предлагаем вашему вниманию три отдельные статьи, посвящённые изготовлению столов — для фрезерного и сверлильно-присадочного станков, а также письменного.
Фрезерный стол просто обязан присутствовать в мастерской любителя столярного дела.
Фрезерные столы очень популярны у мастеровых. Отзывы свидетельствуют, что некоторые делают их своим руками. У меня тоже был самодельный стол. Но после приобретения фрезерного станка «Корвет-83» компании «Энкор» я решил его разобрать. Стол был громоздкий, выглядел неэстетично и во всём проигрывал станку. Но когда хороший мощный фрезер долго лежит без дела, вопрос о новом столе периодически возникает. Делать что-либо из металлопроката самому желания не было, гораздо проще взять готовый стол. Выбор на рынке невелик. Из того, что есть, самым логичным, на мой взгляд, было приобретение стола «Корвет-80» от «Энкор». Он стоит недорого, не слишком тяжёлый и вполне мобильный.
С теми, кто всё любит улучшать и модернизировать, я готов поделиться советами по тюнингу фрезерного стола «Корвет-80».
ПОДГОТОВКА К РАБОТЕ
После доставки в мастерскую, фрезерный стол легко собрать с помощью отвёртки и ключа на 8.
Высота стола — 350 мм. Для удобной работы поверхность станка, верстака или кухонной столешницы должна находиться на отметке 850 мм (для человека среднего роста). Это означает, что необходимо сделать тумбу-подставку.
Во время работы станок должен стоять устойчиво, поэтому центр тяжести всего сооружения будем располагать как можно ниже. Из этого и следует выбор материала — ЛДСП, поскольку она достаточно тяжёлая.
Обе горизонтальные поверхности тумбы изготовлены из подходящих обрезков толстой 40-миллиметровой кухонной столешницы. Стойки в виде буквы П выполнены из обычного ЛДСП цвета венге, почти чёрного, как и фрезерный стол. На это пошёл один щит 1200х400 мм, уже с кромками, купленный в строительном супермаркете.
Ещё понадобятся декоративные накладки на торцы столешниц, алюминиевый профиль, а также регулируемые ножки и крепёж (1).
Начинаем с торцевания столешниц под прямым углом. Удобно использовать приспособление Line Master от KWB (2). ЛДСП хорошо резать диском Multi Material от Bosch. У меня диск с внешним диаметром 160 мм и посадочным 20 мм (3). И вот щит порезан на три части.
А это сам стол в собранном виде с установленным фрезером Makita 3612 С (4). Слева — удлинители стола, лежащие «изнаночной» стороной вверх.
В левом «поддоне» оставшиеся лишние части от фрезера — параллельный упор, ручки, защитный экран и подошва. В правом — детали стола (5).





Фрезер прикреплён к пластине четырьмя винтами М4 (6). Отверстия в ней просверлены согласно снятой подошве фрезера.
⇒ ПРИМЕЧАНИЕ: тормоз ротора на выбеге у меня отключён. Он полезен при ручной работе фрезером: окончил вести — стоп машина! А при постоянном размещении в столе, по моему мнению, в нём нет необходимости. Обработал серию заготовок, выключил — и пусть себе не спеша останавливается, без сильного искрения щёток и лишних нагрузок. Выключатель тоже оказался лишним, ведь запускают фрезер магнитным пускателем стола.
Фрезер включён в розетку на корпусе магнитного пускателя (их там две, вторая, очевидно, предназначена для пылесоса).
Пластина с фрезером крепится винтами к поверхности стола (7), резьба — в пластине. Решено снизу пластины ещё добавить по гайке М5 (8).
Фрезер исправно служит с 2002 года (9) и раньше был установлен в самодельном столе. После покупки станка «Корвет-83» он два года «отдыхал» в шкафу.
От старого стола пригодился кожух для подключения пылесоса. Жалко выбрасывать, он был изготовлен слесарем высокой квалификации. Ещё для фрезерного стола закуплены прижимы — «гребёнки» от фирмы СМТ (10).





СБОРКА ТУМБЫ
Подставку собираем быстро, как и положено для мебели из ЛДСП. Для сборки используем конфирматы длиной 50 и 70 мм. Размечаем столешницу (11), сверлим отверстия диаметром 5 мм (12, 13).
По одной столешнице размечаем другую (14). И её сверлим (15). Те же действия выполняем и со стойками (16). Под утолщение конфирмата отверстие необходимо рассверлить до 7 мм (17, 18) и зенковать под шляпку (19), чтобы она не возвышалась.
Ставим детали тумбы на стол с упором, устанавливаем в дрель сверло диаметром 5 мм (20).










Сверлим на всю глубину, чуть больше длины конфирмата (21), и заворачиваем его (22). Угол между деталями должен быть обеспечен строго прямой, для этого там внутри лежит прямоугольный кусок ЛДСП.
Так же крепится столешница, только конфирматы длинные — 70 мм (23). Надо точно позиционировать детали (24), сверлить вертикально (25) и посредине стойки, чтобы не выйти насквозь. Для начала лучше закрепить по углам (26), а потом и остальной крепёж завернуть.





⇒ ПРИМЕЧАНИЕ: если сверлить с внутренней стороны, то на выходе сверла (сверло, естественно, по дереву) будут сколы (27). Здесь они закроются стойками, но лучше так не делать.
Верхняя и нижняя столешницы крепятся одинаково (28). Снизу устанавливаем ножки (29). Сверлим глухие отверстия диаметром 10 мм, заворачиваем резьбовые футорки (30) и ножки (31). Изначально ножки были длинные (32, в центре). Пришлось укоротить таким способом (33).
Ставим стол от «Энкора» на самодельную подставку высотой 500 мм и размечаем на ней места отверстий (34).
Осталось просверлить четыре или шесть отверстий диаметром 6 мм (35) и закрепить стол длинными болтами (36, 37).










Конструкция получилась устойчивая, но не слишком тяжёлая — похожа на этажерку. Стол можно быстро снять, что и делаем.
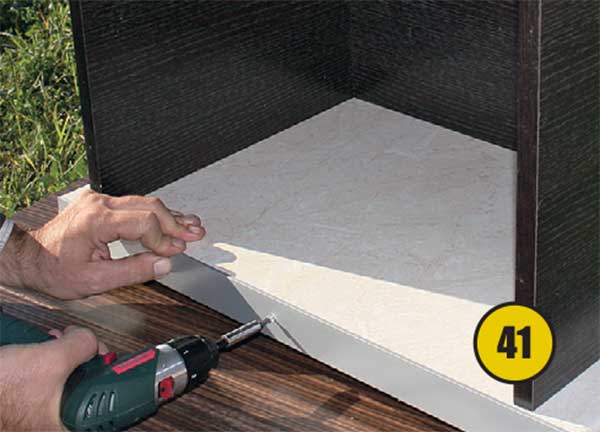
Займёмся украшением тумбы. Чтобы закрыть торцы столешниц, я приобрёл алюминиевые накладки (38). Они хоть и обошлись в 440 рублей, но без них пришлось бы созерцать прессованные опилки, что для меня невыносимо. Накладки — универсальные, нужно лишь отрезать окончание с той или другой стороны.
Замеряем (39), отрезаем (40) и крепим (41). То же самое делаем сзади (42). Вертикальные торцы можно закрыть алюминиевыми уголками, но в них нужно просверлить отверстия под саморезы (43) с зенковкой (44).
С этого момента и далее понадобился сверлильный станок. «Корвет-41» от «Энкор» отлично справляется с такими работами. Совсем другое дело (45)!









Тумба заметно преобразилась (46).
Для тумбы изготавливаем дверцы. Обвязка выполнена из берёзовых брусков, а вставка — бамбуковое полотно, наклеенное на фанеру. Склейка при помощи струбцин от «Энкор» и KWB (47). Полученную заготовку двери дисковой пилой превращаем в ровный прямоугольник (48, 49). Фрезеруем кромку, зачищаем «орбиталкой» плоскость. Покрываем лаком.
На сверлильном станке выбираем чашки под петли (50), которые и ставим (51).
После разметки (53) дверцы занимают свои места (54). На фото видны полки, зажатые между брусками.
Магнитные защёлки лишними не будут — они прочно удержат закрытые двери, да и возможная вибрация им не страшна (52, 55)!










ФИНАЛЬНЫЙ ЭТАП
Возвращаемся непосредственно к фрезерному столу. В его комплектацию входит пластмассовая направляющая с патрубком для подключения пылесоса и защитным кожухом фрезы (наверное, его правильнее назвать защитой от фрезы).
Я решил сделать к пластмассовой направляющей сменную деревянную накладку, в которой будет вырез под фрезу.
Для каждой фрезы — своя сменная (точнее, быстросменная) накладка. Так было у меня на старом самодельном столе — проверенное практичное решение. К слову, оно реализовано и на столе от СМТ, только накладка из фторопласта.
⇒ ПРИМЕЧАНИЕ: на столе СМТ при смене фрезы меняется только средний участок фторопластовой накладки, всё же этот материал с выдающимися свойствами — не из дешёвых.
На моём столе накладка — из берёзы (была выбрана самая ровная рейка), так как дуба под рукой не оказалось.
В верхней части направляющей у столов СМТ расположен профиль для крепления защитного экрана и прижимов-«гребёнок». Я тоже решил такой сделать и приобрёл те самые прижимы вышеназванной фирмы.
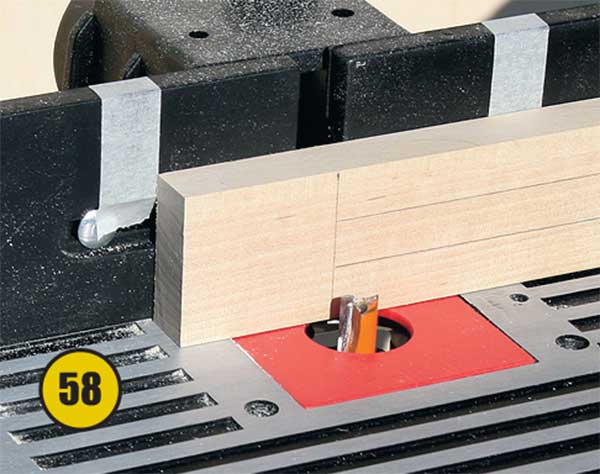
Основа этого узла — ровная берёзовая рейка. В ней нужно выбрать паз для П-образного алюминиевого профиля (почти все профили куплены в строительном супермаркете). Ширина профиля — 15 мм, а пазовые фрезы имелись только диаметрами 12 или 16 мм.
Решено было делать точный паз 12-миллиметровой фрезой за два прохода. Выставляем вылет фрезы, равный высоте профиля, — 10 мм (56). Ставим штатную пластмассовую направляющую на заданном расстоянии (57). Обозначаем начало (58) и конец (59) паза малярным скотчем с отметкой.
Включаем станок и выполняем на нём первую операцию — выборку паза (60). Вот и результат (61, 62), правда, пыли многовато. Сдвигаем направляющую и дорезаем паз до нужной ширины.
Отмеряем длину профиля (63) и торцуем его (64). Паз получился шире — профиль будет болтаться (65). Поэтому делаем вторую попытку (66), снова заход для расширения паза до 15 мм (67). Теперь всё точно (68).
К лицевой поверхности саморезами крепим две алюминиевые полосы. Их замеряем (69) и отрезаем (70).














Серия отверстий с зенковкой выполнена на сверлильном станке «Корвет-41» (71).
Положение полос выбираем так, чтобы можно было свободно двигать болты (72). В этом положении и закрепляем (73).
Соединяем вместе рейки — берёзовую и берёзово-алюминиевую. Размечаем последнюю в двух точках по краям (74). Сверлим сквозное отверстие диметром 6 мм (75).
В берёзовой рейке отмечаем место для отверстия с помощью дрели со сверлом (76).
Сверлим глухое отверстие диаметром 8 мм (77, 78) с зенковкой (79) под резьбовую футорку, которую и заворачиваем (80).










Соединяем болтами обе рейки (81, на фото 82 — крупный план).
И эту конструкцию скрепляем со штатной пластиковой направляющей — с помощью всё тех же резьбовых футорок М6.
Процесс показан на фото (83, 84, 85, 86, 87). И это только одна точка. Соединив всё в единое целое винтом М6, проделываем то же с остальными тремя точками крепления (88).
Вот творение уже на столе и установлена фреза для дверной обвязки. Рисуем профиль фрезы (89), измеряем диаметр подшипника (90).










С помощью сверлильного станка (91) и лобзика (92) выбираем лишний материал там, где у фрезы подшипник и хвостовик с гайкой (93). В таком виде — снова на стол (94) и крепим к столу так, чтобы была возможность движения к фрезе. Включаем станок. Теперь фреза выберет всё лишнее (95).
А вот и ещё одно дополнение — профиль для установки прижима сбоку. Размечаем подходящий обрезок торгово-выставочного алюминиевого профиля (96) и, отрезав лишнее, закрепляем струбцинами (97). С обратной стороны, через отверстия, делаем отметки карандашом. Дальнейшее понятно из фото (98, 99, 100).










Задействован «родной» крепёж стола. Использованы мебельные болты М8 с квадратом у шляпки (101). Поскольку прижим изогнутый, один угол квадрата пришлось сточить напильником (102). Досталось также пластиковой основе направляющей (103) и защитному кожуху (104) — ножовкой по металлу у них отрезано всё «лишнее».
От штатного прозрачного защитного экрана я взял верхнюю часть и собирался её использовать в качестве ограждения фрезы (так сделано на столе от СМТ). Но её надо к чему-то крепить. Попались под руку пластиковые накладки направляющей. Замерив (105) и отрезав лишнюю часть (106), соединяем двумя винтами обе детали.
После сборки и недолгой проверки в деле выяснилось, что много опилок и пыли летит вниз, мимо пылесоса. Так не годится! Проблема решена установкой обрезка фанеры под фрезой с отверстием диаметром 15 мм, при этом хвостовик фрезы имеет диаметр 12 мм (107). Для этого пришлось снова снимать фрезер с пластиной. Ставим направляющую и регулируем её положение по опорному подшипнику фрезы (108). Если планируется обработка длинных брусков, ставим удлинители стола (109).
Защитный экран и прижимы«гребёнки» — на своих местах (110). Кстати, у стола СМТ боковой прижим может двигаться, у меня же он неподвижен.










Можно отказаться от бокового прижима, поставить обе «гребёнки» на направляющую — спереди и сзади фрезы — кому как удобнее.
Внутри тумбы разместились диски, фрезы, ключи и другая оснастка (111).
ИСПЫТАНИЯ
Теперь пора и за дело — в работе обвязка дверцы для письменного стола (112). Так бруски отделаны перед склейкой (113). А это — почти готовые двери, осталось покрыть обвязку лаком (114).




В заключение скажу, что филёнки были обработаны на станке «Корвет-83», так как пластиковая направляющая не позволяет устанавливать фрезы диаметром более 50 мм.
Пришлось бы делать отдельную направляющую с пылезащитным кожухом.
Шипы также нарезаны на «Корвете-83» — я тогда не успел ещё сделать для контрпрофильной фрезы соответствующую деревянную накладку к направляющей. А когда сделал, оказалось, что это вовсе не так уж плохо — на одном станке фрезеровать профиль, на другом — контрпрофиль. Работа идёт значительно быстрее. А ведь это — как раз то, что надо, причём не только производствам, но и любителям. У них-то совсем нет времени, выходные пролетают мгновенно. А тут — только подошёл к станку, и деталь готова!
Автор: Игорь Калинин
Статья опубликованы в выпуске журнала «Инструменты» серии «Потребитель» Осень-зима 2011














