Интерскол 596x90







 30 января 2020 года в подмосковном Красногорске состоялся демонстрационный пресс-тур по Технологическому центру ESAB и машиностроительному заводу «Бецема». И тут сразу стоит отметить, что мероприятие, хоть и заявлялось как одно, но было очень насыщенным.
30 января 2020 года в подмосковном Красногорске состоялся демонстрационный пресс-тур по Технологическому центру ESAB и машиностроительному заводу «Бецема». И тут сразу стоит отметить, что мероприятие, хоть и заявлялось как одно, но было очень насыщенным.
Поэтому и отчёт о нём мы разделим на две части. В первую войдёт в основном рассказ про «ESAB», во вторую – знакомство с продукцией завода «Бецема» и экскурсия по производству.
 Любое мероприятие такого типа начинается с теории – рассказах о компаниях-организаторах, их особенностях и возможностях. Впрочем, поскольку в планах были работа с техникой и посещение заводских цехов, началось всё с инструктажа по технике безопасности. И только потом последовала собственно «лекция».
Любое мероприятие такого типа начинается с теории – рассказах о компаниях-организаторах, их особенностях и возможностях. Впрочем, поскольку в планах были работа с техникой и посещение заводских цехов, началось всё с инструктажа по технике безопасности. И только потом последовала собственно «лекция».
Пресс-конференция
Подробный отчёт об этой части мероприятия опубликован на сайте компании «ESAB» по этой ссылке: https://www.esab.ru/ru/ru/news/latest/04-02-2020.cfm
Мы остановимся подробнее на некоторых моментах, которые рассказывались на пресс-конференции.
Генеральный директор ООО «ЭСАБ», Константин Горбач

Генеральный директор ООО «АСХ Рус» Дмитрий Петухов

ESAB – один из мировых лидеров в области сварки и резки. В настоящее время выпускает широкий спектр оборудования, большей частью промышленного назначения, а также технику профессионального класса и расходные материалы для сварки. Компания была образована 116 лет назад, именно ESAB изобрели, в частности, всем известные сварочные электроды «с обмазкой» для ручной дуговой сварки (1906 год), метод сварки под флюсом (1937 год), воплотили идею о сварке «аргоном» (TIG, 1944 год), плазменную резку (1955 год), сварку металлическим электродом в газовой среде (GMAW, более известна как методы сварки в инертном и защитном газе – MIG и MAG), и целый ряд других методов для промышленного применения.
Сейчас ESAB насчитывает боле 8300 сотрудников и 33 производственных предприятия. В России продукция ESAB выпускается на двух заводах – в Санкт-Петербурге и Тюмени. Технологический центр компании, расположенный на территории завода «Бецема», был открыт в 2016 году, используется, в частности, как демонстрационная площадка.
«Бецема» — предприятие, выпускающее автотранспорт специального назначения, комплектующие для его выпуска на других заводах, а также технологическое оборудование для цементной промышленности. С компанией ESAB завод связывают давние партнёрские отношения – во многих производственных процессах используется оборудование ESAB.
Вообще говоря, в любом производстве важное значение имеют партнёрские отношения со множеством компаний – производителей, дилеров, потребителей. В частности, завод «Бецема» входит в Ассоциацию производителей колесных транспортных средств, самоходной техники и дорожно-строительного оборудования «Спецавтопром», и сотрудничает с немецкой компанией Aebi Schmidt Holding (спецтехника, в том числе машины для коммунальных служб, выпускаемые совместно с «Бецема»).
Представители этих компаний также участвовали в пресс-конференции.
Техника ESAB
Здесь участники переместились в демонстрационный зал, в котором собраны разнообразные виды оборудования ESAB.
Мобильная техника ESAB профессионального класса – может использоваться и на производстве и для выполнения различных «выездных» задач.

Сварочные посты. На них демонстрируют основные методы ручной сварки – плавящимся покрытым электродом плавящимся электродом в среде защитного газа (механизированная) , неплавящимся электродом в среде защитного газа (аргонно-дуговая).

Аргонно-дуговая сварка. И её результат.
Ручные виды сварки не могут похвастаться высокой скоростью работы, однако с их помощью можно получить качественный результат.


Большая часть помещения занята промышленным оборудованием ESAB – техникой, применяющейся на предприятиях. И здесь нам продемонстрировали возможности этого оборудования.

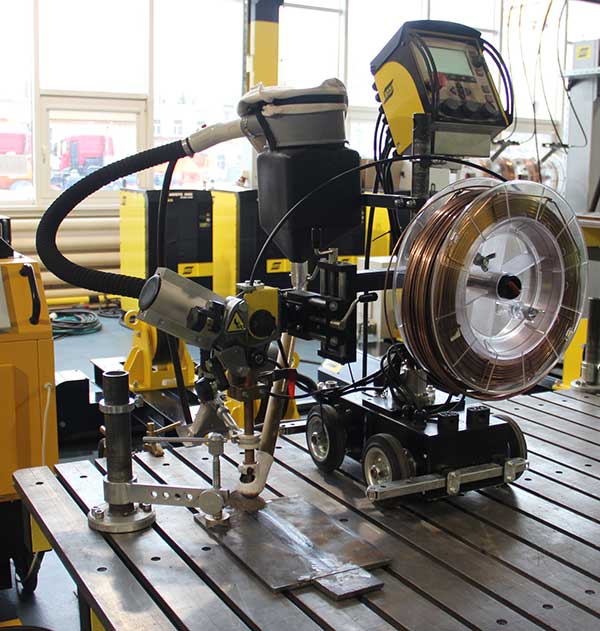
Механизированная (полуавтоматическая) сварка с применением подвижной каретки. Задача сварщика с таким приспособлением сильно упрощается – не нужно выдерживать расстояние от горелки до стыка, незачем останавливать работу и менять своё положение при сварке протяженных швов. Ему остаётся только контролировать перемещение каретки.

Тоже механизированная (полуавтоматическая) сварка, но более сложная и с ещё большей степенью автоматизации. Варится вертикальный шов, горелка перемещается вверх-вниз с поперечными колебаниями.


Автоматическая сварка под слоем флюса. При ней на свариваемые заготовки насыпается порошок – флюс, который расплавляется и защищает сварочную ванну от воздействия воздуха. Расплавившуюся корку флюса впоследствии удаляют, не расплавившийся порошок засасывается обратно во флюсовый бункер. Метод пригоден для горизонтальных швов, его широко используют в промышленности, для работы с металлами большой толщины.
Тоже автоматическая сварка под слоем флюса, но тут есть несколько особенностей.

В зону сварки подаются сразу три проволоки. К двум из них подводится напряжение. Третья, средняя проволока поступает в «холодном» виде, плавится за счёт тепла в сварочной ванне. Это ускоряет процесс, и «холодная» средняя проволока обеспечивает более высокое качество шва. Эта технология тоже была разработана ESAB и называется ICE процесс.

Щуп с шариком справа — датчик, который позволяет выдерживать заданное расстояние от сварочной головки до заготовки. Посередине – головка с подачей трёх проволок и флюса. Слева – система рециркуляции флюса. Вся эта конструкция перемещается вдоль трубы.

Труба изнутри и корка расплавившегося флюса


Ещё одна установка для сварки под слоем флюса. Здесь в рабочую зону подаётся проволока сразу с пяти катушек. Его не включали: машина потребляет 400 кВт, и для подачи такой мощности требуется запуск отдельной подстанции. Подобная техника применяется для сварки труб большого диаметра и толщины.

Машина для резки металлов с помощью плазмы или газа. Используется при раскрое и обработке толстых заготовок (у лазерных установок есть ограничение по толщине).


Надо заметить, что это оборудование позволяет не только резать листы «насквозь», но заодно и «снимать фаски» прямо в процессе резки.

Более компактная версия – робот — «резчик».

А эта установка для электрошлаковой наплавки, также использует флюс, но работает не проволокой, а лентой. Применяется для наплавки металлов. Здесь на плиту из низкоуглеродистой (черной) стали наплавляется слой высоколегированной стали (коррозионностойкая нержавеющая сталь). Такие задачи нередки на производствах, например, для изготовления толстостенных емкостей, работающих с агрессивными веществами.
Ширина наплавки за один проход может быть от 30 мм до 90мм (в зависимости от ширины ленты).


Демонстрационный грузовой автомобиль с оборудованием ESAB. Используется для показа возможностей техники «на выезде», ездит буквально по всей стране.

От редакции журналов «Потребитель» мероприятие посетили Максим Грибоедов и Алексей Меснянкин





















